






Ведущий известный заводы порошковой полиэфирной краски купить
2026-06-08
- Критерии выбора поставщика термореактивных порошковых красок в 2026 году
- Технические параметры: почему химия важнее цвета
- Специализированные решения для сложных задач
- Логистика и экономика закупки: скрытые расходы
- Процесс внедрения и типичные ошибки
- Часто задаваемые вопросы
- Заключение и рекомендации по выбору партнера
Критерии выбора поставщика термореактивных порошковых красок в 2026 году
Рынок промышленной окраски в 2026 году требует от закупщиков не просто наличия товара на складе, а глубокого понимания химического состава материалов. Термореактивные порошковые краски остаются безальтернативным решением для защиты металла в агрессивных средах, но цена ошибки при выборе поставщика выросла кратно. Мы наблюдаем ситуацию, когда предприятия теряют до 30% бюджета на перекраску бракованных партий из-за несоответствия реологических свойств заявленным параметрам. В нашей практике один из клиентов столкнулся с отслоением покрытия на трубопроводной арматуре через полгода эксплуатации; причиной стала не экономия на цене, а использование сырья с нарушенной стехиометрией отвердителя.
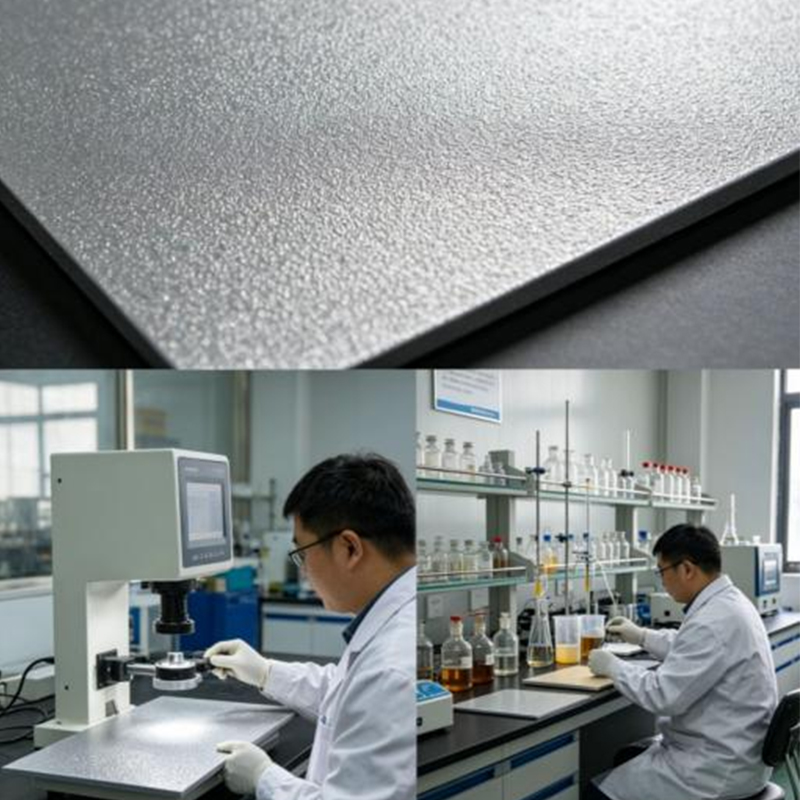
Покупка у ведущего известного завода — это вопрос верификации технологической цепочки, а не только изучения прайс-листа. Надежный производитель обязан предоставить протоколы испытаний на адгезию (не менее 5 баллов по ГОСТ 15140), ударную прочность и устойчивость к солевым туманам. ООО Аньхой Таймин Новые Материалы, например, внедрило систему контроля вязкости расплава на этапе экструзии, что исключает появление кратеров и «апельсиновой корки» при нанесении. Если вы ищете стабильность качества для серийного производства бытовой техники или строительных конструкций, игнорирование этих технических нюансов приведет к остановке конвейера.
Технические параметры: почему химия важнее цвета
Основная ошибка менеджеров по закупкам — фокусировка исключительно на оттенке по каталогу RAL, тогда как эксплуатационные свойства определяются типом связующего. Термореактивные порошковые краски делятся на несколько ключевых групп, каждая из которых имеет строгие ограничения по температуре полимеризации и толщине слоя. Эпоксидные составы обеспечивают выдающуюся химическую стойкость, но мелуют под ультрафиолетом, поэтому их применение ограничено внутренними пространствами электрошкафов и трубной арматуры. Полиэфирные системы, напротив, демонстрируют высокую атмосферостойкость, что делает их стандартом для фасадных алюминиевых профилей и автомобильных дисков.
При формировании технического задания обязательно указывайте требуемую температуру отверждения. Стандартный режим составляет 180–200°C в течение 10–15 минут, однако для тонкостенных изделий или термочувствительных узлов существуют низкотемпературные модификации, полимеризующиеся при 140–160°C. Пренебрежение этим параметром ведет либо к недоотверждению (покрытие остается липким и мягким), либо к перегреву основы, вызывающему деформацию металла. В каталоге продукции часто встречаются гибридные варианты, сочетающие эпоксидные смолы с полиэфирными отвердителями — они компромиссны по цене, но уступают чистым системам в долговечности.
Еще один критический параметр — гранулометрический состав. Оптимальный диапазон частиц составляет 30–90 мкм. Слишком крупный порошок создает шероховатую поверхность и увеличивает расход материала, а избыток мелкой фракции (<10 мкм) приводит к образованию облака пыли в камере напыления и забиванию фильтров рекуператора. Ведущие заводы, такие как ООО Аньхой Таймин Новые Материалы, используют лазерную дифракцию для контроля этого показателя, гарантируя равномерность нанесения даже сложными автоматами. Запросите у поставщика сертификат с указанием среднего размера частиц (D50) перед заключением контракта.
Сравнительная таблица типов связующих
| Тип системы | Стойкость к УФ | Химическая стойкость | Рекомендуемая сфера | Ограничения |
|---|---|---|---|---|
| Эпоксидная (Epox) | Низкая (меление) | Отличная (кислоты, щелочи) | Внутренние детали, трубы, электрооборудование | Не подходит для улицы |
| Полиэфирная (Polyester) | Высокая (до 5 лет) | Средняя | Фасады, автодиски, сельхозтехника | Уязвима к сильным растворителям |
| Эпоксидно-полиэфирная (Hybrid) | Средняя | Хорошая | Бытовая техника, мебель, общий металл | Желтеет при высоких температурах |
| Полиуретановая (PU) | Превосходная | Высокая | Премиум авто, аэрокосмос | Высокая стоимость сырья |
Специализированные решения для сложных задач
Стандартные декоративные покрытия не всегда справляются с экстремальными условиями эксплуатации современных промышленных объектов. Здесь на первый план выходят функциональные модификации, требующие особых условий хранения и нанесения. Цинкнаполненная порошковая краска с высокими антикоррозионными свойствами работает по принципу протекторной защиты, аналогично горячему цинкованию, но позволяет избежать деформации крупных конструкций в ваннах. Мы рекомендуем применять её для опор ЛЭП и морских платформ, где слой в 80–100 микрон заменяет многослойные жидкие системы.
Для медицинской отрасли и пищевого производства критически важна стерильность поверхности. Медицинская антибактериальная порошковая краска для медицинских учреждений и оборудования содержит ионы серебра или другие биоцидные добавки, подавляющие рост бактерий на 99,9%. Важно понимать, что такая краска требует тщательной подготовки поверхности: любая пористость станет убежищем для микроорганизмов, сводя на нет эффект добавки. Антистатическая порошковая краска для нейтрализации статического электричества незаменима в сборочных цехах электроники и на складах взрывоопасных веществ; её поверхностное сопротивление должно строго соответствовать диапазону 10^5–10^9 Ом.
Электроизоляционная порошковая краска с повышенными изоляционными показателями используется в трансформаторостроении и производстве электродвигателей. Она выдерживает пробивное напряжение до нескольких киловольт при минимальной толщине слоя. Ошибка в подборе отвердителя здесь может привести к короткому замыканию и пожару. Также стоит отметить специальную порошковую краску для окраски деталей автомобилей и велосипедов, которая сочетает высокую эластичность (чтобы выдержать удар камня) с глянцевым декоративным эффектом. Антикоррозионная порошковая краска для трубопроводов и трубной арматуры должна проходить обязательные тесты на катодное отслаивание.
Логистика и экономика закупки: скрытые расходы
Цена за килограмм порошка — лишь верхушка айсберга в калькуляции себестоимости окрашивания. Реальная экономика складывается из коэффициента переноса, расхода на единицу площади и процента брака. Дешевые аналоги часто имеют низкую насыпную плотность, из-за чего одного килограмма хватает на покрытие меньшей площади по сравнению с продукцией премиум-класса. В нашей практике переход на более дорогую марку снизил общие затраты цеха на 12% за счет уменьшения количества возвратов и снижения расхода воздуха на пневмотранспорте.
Минимальная партия отгрузки (MOQ) у ведущих заводов обычно составляет 500–1000 кг на один цвет, однако для индивидуальных заказов возможно производство от 200 кг с увеличенным сроком изготовления. Срок поставки стандартных цветов (черный, белый, серый RAL 7035) со склада в Китае составляет 7–10 дней, тогда как изготовление спеццвета занимает 15–20 рабочих дней. При планировании импорта учитывайте таможенные коды ТН ВЭД и необходимость сертификатов соответствия ЕАС (для РФ) или CE (для Европы). Отсутствие правильного пакета документов может задержать груз на таможне на недели.
Упаковка играет решающую роль в сохранности материала. Качественный порошок поставляется в полиэтиленовых мешках с клапаном, вложенных в картонные коробки по 20–25 кг. Нарушение герметичности приводит к комкованию из-за влаги, что делает материал непригодным для автоматического нанесения без дополнительной просеивания. Проверяйте целостность упаковки при приемке: наличие конденсата внутри коробки свидетельствует о нарушении температурного режима при морской перевозке.
Процесс внедрения и типичные ошибки
Даже идеальный материал можно испортить неправильным нанесением. Первый этап — подготовка поверхности. Абразивоструйная очистка до степени Sa 2.5 является обязательной для ответственных конструкций. Обезжиривание должно проводиться щелочными растворами с последующей промывкой деминерализованной водой; остатки солей на металле вызовут подкопленную коррозию под пленкой краски. Фосфатирование или хроматирование создают конверсионный слой, улучшающий адгезию и дополнительную защиту от подпленочной коррозии.
Настройка оборудования — второй критический момент. Напряжение на пистолете-распылителе должно быть оптимизировано под конкретную марку краски: слишком высокое напряжение пробьет свеженанесенный слой (обратная ионизация), создавая кратеры, слишком низкое — не обеспечит обволакивания сложных профилей. Расстояние от сопла до изделия должно составлять 250–300 мм. Частая ошибка операторов — попытка нанести слой толщиной более 120 мкм за один проход, что приводит к эффекту «шагрени» и стеканию материала в углах.
Режим полимеризации должен строго контролироваться термопрофилированием. Печь должна обеспечивать равномерный прогрев изделия, а не просто воздуха вокруг него. Использование контактных термометров или беспроводных датчиков температуры обязательно для первого запуска каждой новой партии. Недогрев на 10 градусов может снизить механическую прочность покрытия на 40%, а перегрев сделает его хрупким. После выхода из печи изделие должно остывать естественным образом; принудительное охлаждение водой или воздухом вызывает термический шок и микротрещины.
Часто задаваемые вопросы
Какой срок годности у термореактивных порошковых красок?
При соблюдении условий хранения (температура ниже 25°C, влажность менее 60%, отсутствие прямого солнечного света) срок годности составляет 12 месяцев с даты производства. По истечении этого срока материал не обязательно выбрасывать: он может быть использован для грунтовых слоев или после лабораторного теста на текучесть и гель-время. Однако мы не рекомендуем применять просроченный порошок для финишной окраски экспортной продукции, так как риск изменения оттенка возрастает.
Можно ли смешивать порошковые краски разных производителей?
Категорически нет. Химические формулы отвердителей и смол у разных заводов отличаются. Смешивание приводит к непредсказуемой реакции в печи: покрытие может не расплавиться полностью, изменить цвет на желтый или потерять адгезию. Даже остатки старой краски в бункере рекуперации могут испортить новую партию другого бренда. Перед сменой цвета необходима полная продувка и очистка всей системы подачи.
Как рассчитать расход порошковой краски на 1 м²?
Теоретический расход при толщине слоя 60 мкм и плотности 1,4 г/см³ составляет около 84 г/м². Однако на практике с учетом потерь на распыление, рекуперацию и сложность геометрии изделий коэффициент расхода варьируется от 1,2 до 1,5. Таким образом, реальный расход составит 100–130 г/м². Для плоских листовых изделий показатель ближе к нижней границе, для сетчатых конструкций и труб — к верхней.
Требуется ли специальная лицензия для работы с этими материалами?
Порошковые краски относятся к малоопасным веществам (4 класс опасности), так как не содержат растворителей. Специальной лицензии на хранение не требуется, однако помещение должно соответствовать правилам пожарной безопасности (категория В1-В3) из-за взрывоопасности пылевоздушной смеси. Персонал должен использовать респираторы лепесткового типа для защиты органов дыхания от мелкодисперсной пыли во время загрузки бункеров.
Заключение и рекомендации по выбору партнера
Выбор поставщика термореактивных порошковых красок в текущих экономических условиях — это стратегическое решение, влияющее на репутацию вашего конечного продукта. Рынок перенасыщен предложениями, но лишь единицы заводов способны обеспечить стабильность партии от партии. Ориентируйтесь на наличие собственных испытательных лабораторий, возможность предоставления образцов для тестов и гибкость в разработке рецептур под ваши задачи. Продукция, соответствующая международным стандартам ISO 9001 и имеющая сертификаты EAC, гарантирует отсутствие сюрпризов при таможенном оформлении и эксплуатации.
Не экономьте на входном контроле: требуйте паспорт качества на каждую отгружаемую партию с реальными цифрами, а не шаблонными фразами. Сотрудничество с профессионалами, такими как специалисты ООО Аньхой Таймин Новые Материалы, позволяет получить доступ к широкому ассортименту функциональных покрытий — от антибактериальных до высоковольтных изоляторов, адаптированных под специфику вашего производства. Помните, что надежная защита металла от коррозии и механических нагрузок окупается многократно в течение жизненного цикла изделия.
Если вы готовы обсудить технические детали вашего проекта, рассчитать экономию при переходе на новые материалы или запросить бесплатные образцы для испытаний, свяжитесь с нами сегодня. Мы поможем подобрать оптимальное решение, которое пройдет проверку временем и суровыми условиями эксплуатации. Изучить полный каталог промышленных порошковых красок и получить консультацию инженера-технолога можно прямо сейчас.