






Ведущий Китай завод порошковой эпоксидной краски на заказ
2026-05-26
- Почему термореактивные порошковые краски определяют надежность промышленных покрытий в 2026 году
- Химия процесса: почему эпоксидная основа критична для адгезии и защиты
- Технические характеристики: цифры, которые влияют на вашу прибыль
- Сравнительный анализ: выбор между типами термореактивных систем
- Специализированные решения для экстремальных задач
- Типичные ошибки при нанесении и как их избежать
- Экономика использования: считаем реальную выгоду
- Критерии выбора надежного поставщика в Китае
- Часто задаваемые вопросы
- Заключение: инвестиция в качество окупается надежностью
Почему термореактивные порошковые краски определяют надежность промышленных покрытий в 2026 году
Рынок промышленной окраски переживает фундаментальный сдвиг: заказчики перестали смотреть только на цену за килограмм и начали требовать подтвержденную долговечность. В нашей практике работы с крупными заводами мы видим, что термореактивные порошковые краски стали безальтернативным выбором для ответственных конструкций, где цена ошибки исчисляется миллионами рублей потерь от коррозии или рекламаций. Это не просто «краска», это сложный химический композит, который при полимеризации меняет свою молекулярную структуру навсегда. В отличие от термопластов, которые можно расплавить повторно, термореактивные материалы после отверждения образуют необратимые трехмерные связи. Именно эта характеристика делает их неуязвимыми перед агрессивными средами, высокими температурами и механическими нагрузками.
Если вы выбираете покрытие для уличного оборудования, трубопроводов или электроники, игнорирование химической природы связующего — это прямой путь к преждевременному выходу изделия из строя. Мы неоднократно сталкивались с ситуацией, когда клиенты пытались сэкономить, закупая дешевые смеси на основе неподходящих смол, и через полгода получали вспучивания покрытия при первом же температурном скачке. В этой статье мы разберем технические нюансы, которые отличают качественный продукт от контрафакта, и покажем, как правильно специфицировать материал под ваши задачи, чтобы избежать скрытых рисков.
Химия процесса: почему эпоксидная основа критична для адгезии и защиты
Эпоксидные смолы составляют основу большинства высокоэффективных термореактивных систем благодаря своей уникальной способности создавать плотную сетку полимерных цепей. Когда вы наносите порошок на металл и отправляете его в печь, происходит реакция поликонденсации. Отвердитель вступает в реакцию с эпоксидными группами, и жидкая фаза превращается в твердое тело. Ключевой параметр здесь — степень конверсии. Если технология нарушена и реакция не прошла до конца, покрытие останется липким или потеряет свои барьерные свойства.
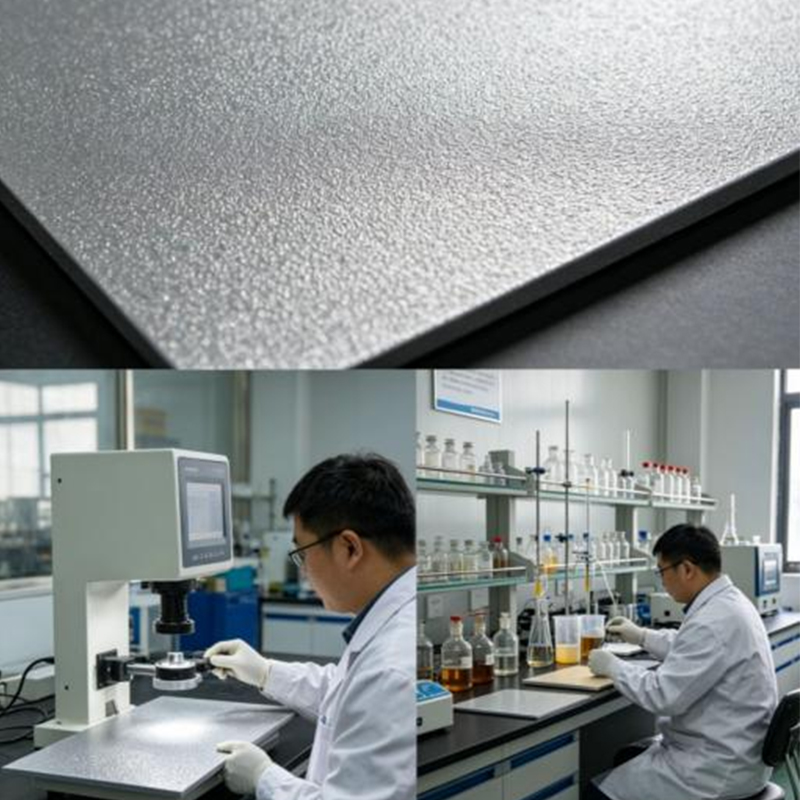
В производственной линейке ООО Аньхой Таймин Новые Материалы мы уделяем особое внимание балансу между эпоксидной смолой и отвердителем. Малейшее отклонение в рецептуре приводит к тому, что покрытие либо становится слишком хрупким (при избытке отвердителя), либо не набирает полную твердость (при недостатке). Наши инженеры контролируют этот процесс на уровне лабораторных проб каждой партии, потому что стабильность химического состава важнее маркетинговых обещаний. Для заказчика это означает предсказуемый результат: если первая партия легла идеально, десятая будет иметь те же параметры адгезии и твердости.
Адгезия эпоксидных термореактивных красок к металлу часто превышает прочность самого покрытия на отрыв. Мы проводили тесты на стальных пластинах с пескоструйной обработкой Sa 2.5, где разрушение происходило не по границе «металл-краска», а внутри слоя самой краски или металла. Это высший класс сцепления. Однако есть нюанс: чистые эпоксидные системы чувствительны к ультрафиолету. Если вы планируете использовать их на фасадах зданий под прямым солнцем без дополнительной защиты, меление поверхности начнется уже через 6-8 месяцев. Это не дефект производства, это физико-химическое свойство ароматических колец в структуре эпоксидной смолы.
Поэтому наша рекомендация проста: используйте чистые эпоксидные термореактивные краски для интерьерных работ, электрооборудования, трубной арматуры и деталей, скрытых от прямого УФ-излучения. Для внешних работ мы предлагаем гибридные системы или полиэфиры, но там, где нужна максимальная химическая стойкость и диэлектрическая прочность внутри помещения или под изоляцией, эпоксидный термореактив не имеет конкурентов. Не пытайтесь универсализировать материал там, где требуются специализированные решения.
Технические характеристики: цифры, которые влияют на вашу прибыль
При закупке промышленных материалов слова «высокое качество» ничего не стоят без конкретных цифр в техническом паспорте. Давайте разберем параметры, которые реально влияют на экономику вашего проекта. Толщина покрытия — первый показатель. Оптимальный диапазон для термореактивных эпоксидных красок составляет 60–80 мкм. Попытка нанести слой тоньше 40 мкм часто приводит к образованию микропор, через которые проникает влага и начинается подпленочная коррозия. С другой стороны, нанесение слоя свыше 120 мкм за один проход грозит эффектом «апельсиновой корки» и внутренними напряжениями, которые могут вызвать растрескивание при остывании детали.
Время гелеобразования (Gel Time) — второй критический параметр, о котором часто забывают采购щики. При температуре 200°C качественная термореактивная краска должна переходить в гелеобразное состояние за 15–25 секунд. Если время меньше 10 секунд, материал может не успеть растечься и сформировать гладкую пленку, особенно на сложных профилях с острыми кромками. Если больше 40 секунд — возникает риск стекания краски с вертикальных поверхностей в печи. В нашей практике был случай, когда клиент жаловался на наплывы на дверцах шкафов. Анализ показал, что поставщик изменил рецептуру, увеличив время гелеобразования для удобства нанесения, но не предупредил об изменении режимов полимеризации. Результат — брак всей партии.
Ударная прочность и эластичность измеряются в джоулях и миллиметрах деформации. Стандартное требование для общего машиностроения — выдерживать удар грузом 1 кг с высоты 50 см без образования трещин (обратный удар). Для антикоррозионных покрытий трубопроводов этот норматив строже. Наши цинкнаполненные составы, например, демонстрируют показатели эластичности при изгибе не более 1 мм, что позволяет окрашивать детали сложной формы без риска повреждения целостности слоя при последующей гибке или монтаже.
Диэлектрическая прочность — параметр, критичный для электротехники. Качественная электроизоляционная порошковая краска должна выдерживать пробой напряжением не менее 20 кВ/мм. Это значит, что слой толщиной 100 микрон гарантирует защиту до 2000 Вольт. Снижение этого показателя даже на 10% может привести к короткому замыканию в трансформаторе или двигателе. Мы тестируем каждую партию изоляционных материалов на пробой, потому что в этом сегменте ошибка стоит слишком дорого. Всегда запрашивайте протоколы испытаний у поставщика и сверяйте их с вашими проектными требованиями.
Сравнительный анализ: выбор между типами термореактивных систем
На рынке существует несколько основных типов термореактивных порошковых красок, и выбор зависит исключительно от условий эксплуатации изделия. Неправильный выбор типа смолы — самая частая причина рекламаций. Ниже приведена сравнительная таблица, основанная на реальных тестах наших лабораторий и данных отраслевых стандартов.
| Параметр / Тип смолы | Чистая Эпоксидная (Epoxy) | Эпоксидно-Полиэфирная (Гибрид) | Чистая Полиэфирная (Polyester) | Полиуретановая (PU) |
|---|---|---|---|---|
| Стойкость к УФ-излучению | Низкая (меление через 6 мес.) | Средняя (до 1-2 лет) | Высокая (5+ лет) | Очень высокая (10+ лет) |
| Химическая стойкость | Отличная (кислоты, щелочи) | Хорошая | Средняя | Хорошая |
| Адгезия к металлу | Превосходная | Очень хорошая | Хорошая | Хорошая |
| Термостойкость | До 120°C (спец. составы до 200°C) | До 120°C | До 120°C | До 120°C |
| Основное применение | Электрошкафы, трубы, интерьер | Бытовая техника, мебель, профили | Фасады, автодиски, уличное оборудование | Автомобили, сельхозтехника, премиум декор |
| Стоимость сырья | Средняя | Низкая | Средняя | Высокая |
Из таблицы видно, что универсального решения не существует. Если ваша задача — покрасить радиаторы отопления или корпус распределительного щита, который будет стоять в помещении, чистая эпоксидная краска даст лучшую защиту от влаги и химикатов при оптимальной цене. Но если вы красите оконный профиль, который будет висеть на южной стороне здания, эпоксидка разрушится быстро. Здесь нужен полиэфир.
Гибридные составы (эпоксид-полиэстер) занимают нишу масс-маркета. Они дешевле чистых систем и обладают приемлемыми свойствами для бытовой техники, стеллажей и мебели. Однако в агрессивных промышленных средах их стойкость недостаточна. Мы видели случаи, когда гибридное покрытие на химическом заводе начинало пузыриться через год из-за воздействия паров кислот, тогда как соседнее оборудование, покрашенное чистой эпоксидью, стояло без изменений пять лет.
Полиуретановые краски — это премиум-сегмент. Они сочетают высокую атмосферостойкость с отличной механической прочностью и декоративностью. Их используют там, где важен внешний вид и долгий срок службы на улице: автомобили, сельскохозяйственная техника, архитектурные элементы. Переплачивать за них для внутренних работ нет смысла, если только не требуется специфическая устойчивость к истиранию или маслу.
При выборе всегда отталкивайтесь от худшего сценария эксплуатации. Лучше взять материал с запасом прочности, чем менять покрытие через год. Наша компания предлагает консультации по подбору типа смолы именно под ваши условия, потому что ошибка в выборе базы невозможно исправить последующей эксплуатацией.
Специализированные решения для экстремальных задач
Стандартные декоративные краски не справляются со специфическими промышленными вызовами. Здесь на сцену выходят функциональные термореактивные материалы, разработанные под узкие задачи. В каталоге ООО Аньхой Таймин Новые Материалы представлены решения, которые закрывают потребности самых требовательных отраслей.
Цинкнаполненные составы работают по принципу протекторной защиты. Цинк в составе краски выступает как анод по отношению к стали. Даже если покрытие получит царапину до металла, корродировать начнет цинк, а сталь останется целой. Это единственно верное решение для морской среды, нефтегазовых трубопроводов и опор ЛЭП. Содержание цинка в сухом слое должно быть не менее 60-70%, иначе эффект протектора не сработает. Мы контролируем этот параметр спектральным анализом каждой партии.
Антибактериальные покрытия стали востребованы не только в медицине, но и в пищевой промышленности. Добавление ионов серебра или меди в матрицу термореактивной краски создает поверхность, на которой бактерии погибают за несколько часов. Для больничного оборудования, холодильных камер и кухонь общепита это вопрос санитарной безопасности. Важно, чтобы биоцидные добавки не мигрировали из покрытия и сохраняли активность годами. Наши тесты показывают снижение бактериальной обсемененности на 99% в первые сутки контакта.
Электроизоляционные материалы требуют особой чистоты сырья. Любые проводящие включения могут стать причиной пробоя. Такие краски используются для обмоток двигателей, трансформаторов и печатных плат. Они должны обеспечивать не только электрическую изоляцию, но и отвод тепла, поэтому теплопроводность здесь тоже важный параметр. Специальные наполнители позволяют повысить теплоотвод, предотвращая перегрев узлов.
Антистатические краски необходимы в электронном производстве и на взрывоопасных объектах. Они создают поверхностное сопротивление в диапазоне 10^5 – 10^9 Ом, позволяя статическому заряду безопасно стекать в землю, но не пропуская ток короткого замыкания. Обычная краска накапливает заряд, который может вывести из строя чувствительную микросхету или вызвать искру в среде с газом. Правильно подобранное антистатическое покрытие снимает эту угрозу.
Каждое из этих решений требует строгого соблюдения технологии нанесения. Функциональные добавки чувствительны к перегреву. Если пережечь антибактериальную краску в печи, активные компоненты могут разрушиться, и покрытие станет обычным декоративным слоем. Поэтому контроль температуры в печи полимеризации должен быть точным до ±5°C.
Типичные ошибки при нанесении и как их избежать
Даже самый дорогой материал можно испортить неправильным нанесением. Статистика нашего сервисного отдела показывает, что 70% проблем с качеством покрытия связаны не с порошком, а с нарушением процесса. Разберем самые критичные моменты.
Подготовка поверхности. Это этап, на котором совершается больше всего ошибок. Окраска по ржавчине, маслу или старой краске без должной подготовки обречена на провал. Термореактивные краски требуют очистки до степени Sa 2.5 (почти белый металл) или хотя бы St 3 (ручная очистка до блеска). Остаточное содержание солей на поверхности не должно превышать 30 мг/м². Мы видели случаи, когда визуально чистая деталь имела высокий уровень хлоридов из-за плохой промывки водой после травления. Через месяц под покрытием начиналось бурное развитие коррозии. Всегда используйте кондуктометр для проверки чистоты воды и поверхности перед покраской.
Заземление. Порошок наносится электростатическим способом. Если деталь плохо заземлена, порошок не притянется равномерно, возникнут «теневые зоны» и обратный ионный пробой (апельсиновая корка в центре детали). Сопротивление заземления подвески не должно превышать 1 МОм. Регулярно зачищайте контакты подвесок от нагара и краски. Плохое заземление также ведет к повышенному расходу материала, так как осыпавшийся порошок нельзя использовать повторно из-за загрязнения.
Режим полимеризации. Многие считают, что главное — достичь температуры в печи. На самом деле важна температура металла, а не воздуха. Тонкая сталь прогревается быстро, массивные узлы — медленно. Используйте термопары, прикрепленные к тестовым деталям, чтобы построить график прогрева. Недогрев приведет к неполной полимеризации (мягкое покрытие, плохая химстойкость), перегрев — к изменению цвета и потере эластичности. Для разных цветов и типов порошков время выдержки при температуре металла может отличаться. Следуйте техническому листу производителя, а не интуиции оператора печи.
Влажность и компрессор. Воздух, подаваемый в распылитель, должен быть абсолютно сухим и очищенным от масла. Наличие влаги в воздухе вызывает комкование порошка в бункере и дефекты типа «кратеров» на готовом изделии. Установите качественные фильтры-осушители на линии сжатого воздуха и регулярно сливайте конденсат. Влажность в покрасочной камере желательно поддерживать в пределах 45-60%. Слишком сухой воздух усиливает трибоэффект и может затруднить нанесение, слишком влажный — портит текучесть.
Экономика использования: считаем реальную выгоду
Переход на качественные термореактивные порошковые краски часто воспринимается как увеличение затрат. Да, цена за килограмм хорошего европейского или китайского бренда выше, чем у гаражных производителей. Но давайте посчитаем полную стоимость владения покрытием.
Коэффициент использования материала при порошковой окраске достигает 95-98% благодаря системе рекуперации. Осыпавшийся порошок собирается и возвращается в работу. В сравнении с жидкими красками, где потери на туманообразование и растворители составляют 40-50%, экономия материала очевидна. Вам нужно купить меньше килограммов краски, чтобы покрыть ту же площадь.
Отсутствие растворителей eliminates затраты на их покупку, хранение и утилизацию. Вам не нужны дорогие системы очистки выбросов (скрубберы), чтобы соответствовать экологическим нормам. Это снижает капитальные затраты на организацию цеха и операционные расходы на экологию.
Скорость процесса. Порошковая краска полимеризуется за 10-20 минут. Жидкая краска с учетом сушки между слоями и окончательной полимеризации может занимать часы или даже сутки. Ускорение оборачиваемости деталей означает, что вы можете выполнить больше заказов на том же оборудовании. Производительность линии растет пропорционально сокращению времени цикла.
Срок службы. Покрытие, которое служит 15 лет вместо 5, снижает частоту перекрасок. Для крупных инфраструктурных объектов или техники, работающей в тяжелых условиях, это колоссальная экономия на обслуживании. Один наш клиент, производитель насосного оборудования, подсчитал, что переход на наши антикоррозионные составы снизил количество гарантийных случаев на 85% за два года. Эта сумма многократно перекрыла разницу в цене краски.
Поэтому при оценке поставщика смотрите не на ценник в прайс-листе, а на совокупную экономию. Дешевая краска, которая требует двойного слоя, дает большой процент брака и быстро выгорает, в итоге обходится дороже премиального продукта.
Критерии выбора надежного поставщика в Китае
Китайский рынок порошковых красок огромен и неоднороден. Здесь есть как мировые лидеры с собственными R&D центрами, так и тысячи мелких фасовщиков, покупающих базу у третьих лиц. Как отличить завод от перекупщика и найти партнера, который обеспечит стабильность?
Первый признак — наличие собственной лаборатории. Завод, который серьезно относится к качеству, обязан тестировать входящее сырье (смолы, пигменты, отвердители) и готовую продукцию. Попросите видео-тур по лаборатории или фото оборудования. Если вам показывают только мешалки и упаковочную линию — перед вами простой миксерный цех. Они не могут гарантировать стабильность партии к партии, так как зависят от качества сырья своих поставщиков.
Второй признак — сертификаты. Наличие ISO 9001 обязательно, но это лишь база управления. Для работы с серьезными проектами нужны отраслевые сертификаты: GSB (китайский госстандарт), Qualicoat (для архитектуры), или специфические допуски (например, для пожарной безопасности или контакта с пищей). Проверьте действительность сертификатов на сайтах выдавших органов.
Третий признак — гибкость и прозрачность. Настоящий завод готов предложить разработку цвета по образцу RAL или NCS, адаптировать рецептуру под ваше оборудование. Перекупщик обычно говорит: «Берите то, что есть на складе». Также обратите внимание на логистику. Крупные игроки имеют отлаженные каналы экспорта и знают, как правильно упаковать товар, чтобы он доехал до России без повреждений мешков и комкования от влаги.
Мы рекомендуем запрашивать пробные партии перед заключением большого контракта. Проведите тесты на своем оборудовании: проверьте текучесть, укрывистость, соответствие цвета. Только практическая проверка даст понимание, подходит ли вам этот материал. В ООО Аньхой Таймин Новые Материалы мы приветствуем такой подход и готовы отправить образцы для тестирования, так как уверены в стабильности наших технологий.
Часто задаваемые вопросы
Можно ли смешивать порошковые краски разных производителей?
Категорически нет. Химический состав смол и отвердителей у разных брендов отличается. Смешивание приведет к нарушению стехиометрии реакции, что вызовет дефекты полимеризации: покрытие может остаться липким, изменить цвет, потерять адгезию или стать хрупким. Даже если визуально краски похожи, на химическом уровне они несовместимы. Если нужно сменить поставщика, необходимо полностью очистить систему подачи, бункер, шланги и пистолет от остатков старого порошка.
Какой срок хранения у термореактивной порошковой краски?
При соблюдении условий хранения (температура ниже 25°C, влажность менее 60%, отсутствие прямого солнечного света) стандартный срок годности составляет 12 месяцев с даты производства. После этого срока начинается медленная агломерация частиц и снижение реакционной способности отвердителя. Использовать просроченную краску можно только после тщательного тестирования, но мы не рекомендуем рисковать качеством финального продукта. Храните мешки на поддонах, не ставьте их вплотную к стенам или батареям отопления.
Как удалить старое порошковое покрытие для повторной окраски?
Поскольку термореактивные краски не плавятся повторно, их нельзя просто нагреть и смыть. Основные методы удаления: дробеструйная обработка (наиболее эффективна и создает нужный профиль поверхности), химическое смывание (специальные щелочные или кислотные составы, требует нейтрализации и промывки) или термическое выжигание в пиролизных печах (подходит только для металла, выдерживающего высокие температуры без деформации). Выбор метода зависит от конфигурации детали и доступного оборудования.
Влияет ли цвет на свойства покрытия?
Да, влияет. Пигменты — это не просто красители, это химические вещества, которые взаимодействуют со связующим. Темные цвета (черный, темно-синий) сильнее нагреваются на солнце, что может ускорить деградацию покрытия при эксплуатации на улице. Белые и светлые тона лучше отражают УФ, но могут быть более чувствительны к загрязнениям. Некоторые пигменты (например, определенные оттенки красного или желтого) могут быть менее термостойкими. При выборе цвета для ответственных изделий учитывайте эти факторы и консультируйтесь с технологом.
Заключение: инвестиция в качество окупается надежностью
Выбор термореактивных порошковых красок — это стратегическое решение для любого производственного предприятия. Это не просто расходный материал, это технология, которая защищает ваши изделия от агрессивного мира и продлевает их жизнь. Ошибки на этапе выбора поставщика или типа покрытия могут стоить репутации и денег, тогда как грамотный подход открывает доступ к новым рынкам и снижает издержки на гарантийное обслуживание.
Компания ООО Аньхой Таймин Новые Материалы готова стать вашим партнером в решении задач промышленной окраски. Мы предлагаем не просто мешки с порошком, а комплексную поддержку: от подбора рецептуры под ваши условия до технического аудита вашего покрасочного цеха. Наш опыт в производстве цинкнаполненных, антибактериальных, электроизоляционных и антикоррозионных составов позволяет закрывать потребности самых сложных проектов. Мы понимаем, что стабильность качества важнее разовой скидки, и строим свою работу на долгосрочном доверии.
Не позволяйте проблемам с покрытием тормозить развитие вашего бизнеса. Свяжитесь с нами сегодня, чтобы получить консультацию инженера, запросить бесплатные образцы или обсудить условия поставки партии под ваш проект. Мы говорим на языке фактов и цифр, и готовы доказать превосходство нашей продукции в вашем производстве.
Каталог промышленных порошковых красок | Связаться с отделом продаж