






Известный OEM завод порошковой краски эпоксидная смола на заказ
2026-06-09
- Термореактивные порошковые краски: фундаментальный выбор для промышленного OEM-производства
- Технические параметры термореактивные порошковые краски и влияние на закупки
- Специализированные решения для критических отраслей
- Типичные ошибки нанесения и методы их предотвращения
- Экономическая эффективность и экологические аспекты
- Часто задаваемые вопросы
- Заключение и стратегия партнерства
Термореактивные порошковые краски: фундаментальный выбор для промышленного OEM-производства
Выбор правильного покрытия в современном машиностроении перестал быть вопросом эстетики и превратился в критическую инженерную задачу, где термореактивные порошковые краски выступают единственным жизнеспособным решением для долгосрочной защиты металла. В отличие от термопластичных аналогов, эти материалы проходят необратимую химическую реакцию сшивки полимерных цепей при нагревании, формируя монолитную структуру, которую невозможно расплавить повторно без разрушения. Именно эта характеристика определяет их доминирование в секторах, требующих экстремальной стойкости к абразивному износу, агрессивным химикатам и высоким температурам. Наша практика работы с сотнями производственных линий подтверждает: попытка сэкономить на типе связующего вещества часто приводит к потере партий продукции на этапе эксплуатации у конечного заказчика.
Рынок насыщения предложениями создает иллюзию простоты выбора, однако реальные технические требования диктуют жесткие условия. Мы наблюдали случаи, когда производители бытовой техники сталкивались с массовым возвратом товаров из-за того, что использовали покрытия с недостаточной степенью сшивки для деталей, подвергающихся регулярному термическому циклу. Термореактивные системы на основе эпоксидных смол, полиэфиров или гибридных композиций требуют точного соблюдения режимов полимеризации. Ошибка в температуре печи всего на 10°C может снизить адгезию на 40%, что станет фатальным для изделия, работающего под вибрационной нагрузкой.
Компания ООО Аньхой Таймин Новые Материалы специализируется именно на разработке таких сложных рецептур, где баланс между гибкостью и твердостью покрытия достигается за счет глубокого понимания химии процессов. Наш опыт показывает, что стандартные каталожные решения редко покрывают все потребности специфических OEM-заказов, особенно когда речь идет о сочетании декоративных свойств и функциональной защиты в агрессивных средах. Поэтому подход «одна краска для всего» здесь не работает — требуется индивидуальная настройка состава под конкретный металл и условия эксплуатации.
Химическая природа и механизм отверждения
Понимание механизма отверждения является ключом к предсказуемому результату покраски. Термореактивные порошковые краски содержат олигомеры с функциональными группами, которые в присутствии отвердителя и под воздействием температуры вступают в реакцию поликонденсации или присоединения. Этот процесс создает трехмерную сетчатую структуру макромолекул. В отличие от термопластов, которые просто плавятся и застывают физически, здесь происходит химическое превращение. После завершения реакции материал теряет способность течь, что обеспечивает высокую твердость и устойчивость к растворителям.
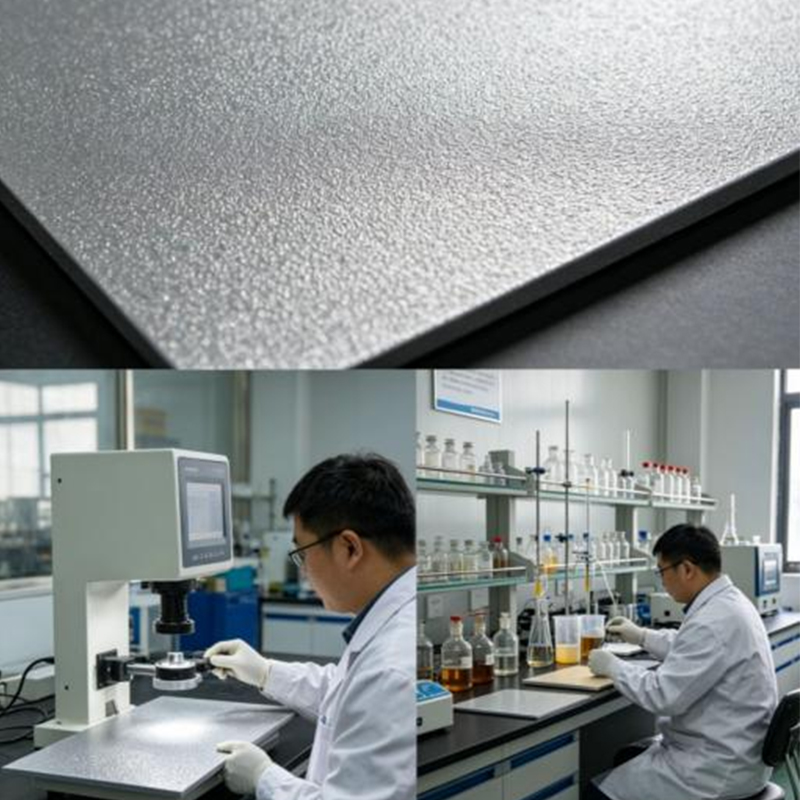
Скорость реакции напрямую зависит от температуры поверхности детали, а не от температуры воздуха в печи. Это частая ошибка операторов: датчики контролируют воздух, в то время как массивная металлическая деталь прогревается медленнее. Если цикл полимеризации прерван prematurely, покрытие останется липким или будет иметь низкую механическую прочность. Мы фиксируем такие инциденты регулярно, особенно при работе с толстостенными конструкциями, где теплоемкость металла велика. Для гарантии качества необходимо использовать термопары, закрепленные непосредственно на тестовых образцах внутри партии.
Эпоксидные системы, являющиеся классическим примером термореактивных материалов, демонстрируют выдающуюся адгезию к стальным поверхностям благодаря полярности своих молекул. Однако у них есть известное ограничение — склонность к мелению (chalking) под воздействием ультрафиолета. Это не дефект производства, а фундаментальное свойство химической структуры эпоксидной смолы. Если изделие предназначено для улицы, чистая эпоксидная краска неприемлема, и здесь на сцену выходят полиэфирные или гибридные варианты, где химическая формула модифицирована для устойчивости к солнечному спектру.
Технические параметры термореактивные порошковые краски и влияние на закупки
При формировании технического задания для поставщика недостаточно указать только цвет по каталогу RAL. Критически важными становятся параметры, определяющие поведение материала в процессе нанесения и дальнейшей службы. Игнорирование этих нюансов ведет к технологическим сбоям на линии или преждевременному выходу изделий из строя. Ниже приведен разбор ключевых характеристик, которые мы требуем указывать в спецификациях для наших клиентов.
- Температурный диапазон полимеризации: Стандартные составы требуют 180-200°C в течение 10-15 минут. Однако для тонкостенных изделий или сборки с пластиковыми элементами необходимы низкотемпературные модификации (140-160°C). Использование стандартного режима на тонком металле (< 0.8 мм) вызывает деформацию основы, а применение низкотемпературного на толстом металле без коррекции времени ведет к недоотверждению.
- Размер частиц и гранулометрия: Оптимальный диапазон составляет 30-50 микрон. Слишком крупный порошок (>60 микрон) дает эффект «апельсиновой корки» и снижает укрывистость, увеличивая расход материала на 15-20%. Слишком мелкая фракция (<20 микрон) вызывает проблемы с псевдоожижением в бункере распылителя и повышает риск возгорания облака пыли. Стабильность гранулометрического состава — маркер качества производства.
- Удельный вес (плотность): Варьируется от 1.4 до 1.8 г/см³ в зависимости от наполнителей. Более тяжелые краски оседают быстрее, что требует более интенсивной аэрации в системе подачи. При автоматическом расчете площади покрытия на килограмм ошибки в плотности приводят к финансовым потерям: вы можете купить меньше тонн, но покрыть меньшую площадь, чем планировали.
- Степень блеска и текстура: Глянцевые покрытия (90+ единиц по Gardner) более чувствительны к качеству подготовки поверхности и наличию масляных пятен. Матовые и текстурные варианты (муар, шагрень, антик) лучше скрывают дефекты металла, но могут накапливать пыль в эксплуатационных условиях. Выбор текстуры должен диктоваться не только дизайном, но и условиями монтажа.
Важно отметить, что параметры взаимозависимы. Изменение пигментации для получения сложного цвета часто влияет на реологические свойства расплава. Например, введение определенных органических пигментов может снизить температуру начала реакции, требуя корректировки профиля печи. Поставщик, который просто продает порошок из мешка без консультации по настройке оборудования, перекладывает риски на покупателя. В ООО Аньхой Таймин Новые Материалы мы проводим предварительные тесты совместимости краски с оборудованием клиента, чтобы исключить подобные сюрпризы.
Сравнительный анализ типов связующих веществ
Выбор между эпоксидными, полиэфирными, эпоксидно-полиэфирными (гибридными) и полиуретановыми системами определяется исключительно средой эксплуатации изделия. Не существует универсального лидера; каждая химия имеет свою нишу превосходства. Ошибочный выбор типа связующего — самая дорогая ошибка в проекте окрашивания, так как она обнаруживается уже после выхода продукта на рынок.
| Параметр сравнения | Эпоксидные (Epoxy) | Полиэфирные (Polyester TGIC / Primid) | Гибридные (Epoxy-Polyester) | Полиуретановые (PU) |
|---|---|---|---|---|
| Основное преимущество | Максимальная химическая стойкость и адгезия | Высокая УФ-стойкость и атмосферостойкость | Баланс стоимости и физических свойств | Превосходная гладкость и декоративность |
| Устойчивость к УФ-излучению | Низкая (меление через 3-6 месяцев) | Отличная (сохранение цвета >5 лет) | Средняя (допустимо для помещений с окнами) | Отличная |
| Механическая прочность | Очень высокая (удар, истирание) | Высокая, но ниже эпоксидных | Средняя | Высокая |
| Термостойкость | До 120-150°C (спец. составы до 250°C) | До 100-120°C | До 100°C | До 120°C |
| Типичное применение | Трубопроводы, электрошкафы, внутренности авто | Архитектурные профили, фасадные элементы, автодиски | Бытовая техника, офисная мебель, стеллажи | Автомобильные диски, сельхозтехника, премиум-мебель |
| Стоимость сырья | Средняя | Средняя / Высокая (зависит от отвердителя) | Низкая (наиболее экономичный вариант) | Высокая |
Анализ таблицы показывает четкое разделение сфер ответственности. Если ваш продукт — это уличный фонарный столб или элемент фасада здания, использование чистой эпоксидной краски будет технической ошибкой, несмотря на её отличную защиту от коррозии. Через полгода покрытие потеряет глянец и начнет мучнисто выцветать. С другой стороны, для внутренней камеры стиральной машины, куда никогда не попадает солнечный свет, но постоянно воздействует влага и щелочи, полиэфирная краска будет избыточной по цене и может уступать эпоксидной в химической стойкости.
Гибридные краски занимают largest долю рынка в сегменте B2B благодаря своей универсальности и низкой цене. Они идеально подходят для интерьерных металлических конструкций, корпусов серверов и бытовой техники. Однако важно помнить об их ограничении: при длительном нагреве выше 100°C они могут желтеть быстрее, чем чистые полиэфиры. В нашей практике был случай, когда партия обогревателей вышла из строя именно из-за пожелтения гибридного покрытия, хотя функционально защита металла сохранялась. Для высокотемпературных применений всегда запрашивайте специализированные термостойкие составы.
Специализированные решения для критических отраслей
Стандартные порошковые краски решают 80% задач, но оставшиеся 20% требуют применения функциональных материалов с уникальными свойствами. Именно в этом сегменте проявляется ценность партнерства с производителем, способным модифицировать рецептуру под конкретные нужды. ООО Аньхой Таймин Новые Материалы разработало линейку продуктов, закрывающих потребности самых требовательных секторов промышленности, от медицины до тяжелой энергетики.
Антикоррозионная защита трубопроводов и арматуры
Транспортировка агрессивных сред и эксплуатация в грунте или морской воде предъявляют экстремальные требования к барьерным свойствам покрытия. Здесь обычные декоративные слои бесполезны. Цинкнаполненные порошковые краски создают эффект катодной защиты: цинк в составе покрытия выступает как жертвенный анод, защищая сталь даже в местах сколов и царапин. Это принципиальное отличие от простых барьерных покрытий, где любое повреждение становится очагом быстрой коррозии.
Наши испытания показывают, что правильно нанесенный слой цинкнаполненной эпоксидной краски толщиной 80-100 микрон способен обеспечить защиту подземных трубопроводов сроком более 20 лет. Ключевой момент — подготовка поверхности. Для таких систем обязательна очистка до степени Sa 2.5 (почти белый металл) по стандарту ISO 8501-1. Попытка нанести такую краску на поверхность с остатками ржавчины или окалины приведет к отслаиванию под действием осмотического давления. Мы рекомендуем проводить контроль профиля шероховатости, который должен составлять 50-75 микрон для надежного сцепления.
Медицинские и антибактериальные покрытия
В условиях медицинских учреждений и фармацевтического производства стерильность является приоритетом №1. Традиционные жидкие краски имеют микропоры, где могут скапливаться бактерии, и часто не выдерживают агрессивной санитарной обработки хлорсодержащими препаратами. Специальная медицинская антибактериальная порошковая краска решает эту проблему за счет внедрения в матрицу полимера ионов серебра или других биоцидных агентов, которые подавляют размножение микроорганизмов на поверхности.
Такое покрытие используется для окраски медицинского оборудования, больничных кроватей, дверных ручек и панелей в операционных. Важнейшим требованием здесь является устойчивость к многократной дезинфекции. Наши тесты подтверждают, что специализированные составы выдерживают более 1000 циклов протирания спиртом и дезрастворами без изменения цвета и потери антибактериальных свойств. Это критически важно для сертификации оборудования по международным стандартам гигиены.
Электроизоляция и антистатика
Электротехническая промышленность требует материалов с точно контролируемыми диэлектрическими характеристиками. Электроизоляционная порошковая краска с повышенными изоляционными показателями применяется для защиты обмоток двигателей, трансформаторов и токопроводящих шин. Она должна выдерживать высокие напряжения пробоя (часто более 2-3 кВ/мм) и сохранять свойства при перегреве. Неправильный подбор толщины слоя может привести к межвитковому замыканию и выходу дорогостоящего оборудования из строя.
С противоположной задачей сталкивается электронная промышленность и производство взрывоопасных зон, где необходимо отводить статическое электричество. Антистатическая порошковая краска для нейтрализации статического электричества имеет объемное электрическое сопротивление в диапазоне $10^4 – 10^9$ Ом. Это позволяет безопасно стекать заряду, предотвращая искрение и притяжение пыли. Обычные диэлектрические порошки здесь категорически запрещены, так как они накапливают заряд, создавая риск повреждения чувствительной электроники или взрыва.
Автомобильный и велосипедный сегмент
Детали автомобилей и велосипедов работают в условиях постоянной вибрации, ударов камнями, воздействия реагентов с дорог и перепадов температур. Специальная порошковая краска для этих целей должна обладать высокой эластичностью, чтобы не трескаться при деформации металла. Мы используем модифицированные полиуретановые и суперпрочные полиэфирные системы, которые проходят тесты на гравийный удар (Gravelometer) и солевой туман (Salt Spray) более 1000 часов.
Особое внимание уделяется декоративным эффектам: металлики, перламутры, текстуры «под карбон». Достижение качественного эффекта металлик в порошковой технологии сложнее, чем в жидкой, из-за размера частиц алюминия. Требуется специальная технология нанесения (например, метод «Metallic Effect» с отдельным слоем лака или однослойное нанесение со специальной ориентацией чешуек). Ошибки в технологии приводят к пятнистости и неравномерному блеску, что недопустимо для видимых частей транспортного средства.
Типичные ошибки нанесения и методы их предотвращения
Даже самый качественный порошок можно испортить неправильным нанесением. Статистика рекламаций показывает, что 70% проблем связаны не с химией краски, а с нарушением технологической дисциплины на участке порошковой окраски. Разберем наиболее критичные моменты, основываясь на реальном опыте устранения дефектов.
- Недостаточная подготовка поверхности. Это причина номер один отслоений. Обезжиривание должно удалять не только видимые загрязнения, но и невидимые пленки масел и разделительных смазок. Фосфатирование или хроматирование создает конверсионный слой, улучшающий адгезию и подпленочную коррозионную стойкость. Пропуск этапа фосфатирования или использование старого, истощенного раствора приводит к тому, что краска держится только за счет механического зацепления, которое разрушается при первом же ударе или термическом расширении.
- Нарушение заземления. Порошковая окраска основана на электростатике. Если подвеска плохо заземлена или покрыта слоем старой краски, заряд не проходит через деталь. Частицы порошка ложатся рыхло, легко осыпаются и не затягиваются в труднодоступные места (эффект клетки Фарадея усиливается). Мы видели случаи, когда из-за плохого контакта заземления производитель терял до 30% порошка в виде рекуперационной пыли, которая просто не прилипала к изделию с первого раза.
- Неправильный профиль печи. Как упоминалось ранее, важна температура металла. Частая ошибка — установка слишком высокой температуры для ускорения процесса. Это приводит к перегреву поверхности, изменению оттенка (особенно у белых и ярких цветов) и снижению механических свойств из-за деструкции полимера. Другая крайность — слишком быстрый проход, когда сердцевина детали не прогревается. Результат: мягкое, липкое покрытие, которое царапается ногтем.
- Загрязнение системы рекуперации. При смене цвета или работе с разными типами порошков необходима тщательная очистка бункеров и циклонов. Попадание даже небольшого количества темного порошка в светлую партию может испортить весь объем. Еще опаснее смешивание химически несовместимых порошков (например, эпоксидного и полиэфирного), что приводит к появлению кратеров и «рыбьих глаз» на готовом изделии из-за различий в поверхностном натяжении расплавов.
Для минимизации рисков мы рекомендуем внедрять систему регулярного контроля параметров: проверка напряжения на пистолетах, анализ толщины покрытия магнитными толщиномерами на каждом этапе смены, ведение журналов температурных режимов печи. Профилактика всегда дешевле перекраски бракованной партии.
Экономическая эффективность и экологические аспекты
Переход на порошковые технологии часто мотивируется экологическими требованиями, но для бизнеса решающим фактором становится экономика. Отсутствие растворителей означает отсутствие затрат на их покупку, хранение и утилизацию. Коэффициент использования материала при порошковой окраске достигает 95-98% благодаря системе рекуперации, тогда как при жидкой окраске значительная часть материала уходит в виде тумана и отходов. Это прямая экономия бюджета на закупку ЛКМ.
Кроме того, сокращается время производственного цикла. Порошковая краска не требует сушки между слоями и времени на испарение растворителей перед полимеризацией. Однослойное покрытие толщиной 60-80 микрон заменяет многослойную систему грунт-эмаль-лак в жидкой технологии. Это высвобождает производственные площади и увеличивает пропускную способность линии. Расчеты показывают, что для средних объемов производства (от 5000 м² в месяц) переход на порошок окупается за 6-12 месяцев за счет снижения себестоимости единицы продукции.
С точки зрения экологии, термореактивные порошковые краски соответствуют самым строгим международным стандартам, таким как директивы RoHS и REACH. Они не содержат летучих органических соединений (ЛОС), тяжелых металлов (в современных рецептурах) и токсичных растворителей. Это открывает доступ к рынкам Евросоюза и Северной Америки, где экологическое законодательство постоянно ужесточается. Наличие соответствующих сертификатов становится конкурентным преимуществом при участии в тендерах крупных международных корпораций.
Часто задаваемые вопросы
Какой срок хранения термореактивных порошковых красок?
При соблюдении условий хранения (температура ниже 25°C, влажность менее 60%, оригинальная закрытая упаковка) срок годности составляет 12 месяцев с даты производства. После этого срока краска не обязательно портится мгновенно, но могут измениться её трибологические свойства (текучесть), что затруднит нанесение. Мы рекомендуем проводить тестовое напыление на образцах перед использованием партии, хранящейся более года.
Можно ли наносить порошковую краску на пластик или дерево?
Стандартные термореактивные краски требуют температуры 160-200°C, что неприемлемо для большинства пластиков и дерева. Однако существуют специальные низкотемпературные составы (отверждение при 100-140°C) и УФ-отверждаемые порошковые краски, разработанные специально для термочувствительных substrates. Для таких задач требуется индивидуальный подбор материала, так как коэффициент теплового расширения пластика и металла различен, что создает риск растрескивания покрытия.
Как рассчитать расход порошковой краски на 1 м²?
Теоретический расход зависит от удельного веса краски и планируемой толщины слоя. Формула: $Расход (кг/м²) = Толщина (мкм) times Плотность (г/см³) / 1000$. Например, для слоя 60 мкм и плотности 1.5 г/см³ теоретический расход составит 0.09 кг/м². На практике нужно добавлять коэффициент потерь (обычно 5-10% при хорошей рекуперации). Таким образом, реальный расход будет около 0.10 кг/м². Точные данные для конкретной марки лучше запросить в техническом паспорте.
Возможна ли колеровка в любой цвет по RAL?
Да, современное оборудование позволяет производить порошковые краски практически в любом цвете каталога RAL Classic, RAL Design и NCS. Также доступны эффекты: металлик, муар, шагрень, прозрачные лаки. Однако стоит учитывать, что некоторые сложные цвета (например, очень яркие оранжевые или глубокие черные с особым блеском) могут требовать увеличения минимальной партии заказа из-за сложности настройки экструдера и очистки линии.
Заключение и стратегия партнерства
Инвестиции в качественные термореактивные порошковые краски — это вклад в долговечность вашего бренда и снижение сервисных расходов в будущем. Рынок предлагает множество вариантов, но真正的 надежность приходит только от сотрудничества с производителем, который контролирует весь цикл: от синтеза смолы до финальной фасовки. Понимание химических процессов, строгий контроль параметров и умение подобрать решение под специфику задачи отличает профессионального поставщика от простого перепродавца.
ООО Аньхой Таймин Новые Материалы готова стать вашим надежным партнером в сфере промышленного окрашивания. Мы не просто продаем килограммы порошка, мы предоставляем технологическую поддержку, помогаем настраивать линии и разрабатываем индивидуальные рецептуры для ваших уникальных проектов. Будь то защита морских платформ, стерильные поверхности операционных или стильные диски для спортивных автомобилей — у нас есть решение, проверенное временем и практикой.
Не позволяйте вопросам покрытия стать слабым звеном в вашей цепи поставок. Свяжитесь с нами сегодня для получения бесплатной консультации, образцов продукции и расчета коммерческого предложения под ваши объемы. Порошковая краска оптом от производителя — это выбор в пользу качества, эффективности и долгосрочного успеха вашего бизнеса.