






Опыт применения порошковой краски на эпоксидной основе в агрессивных средах
2026-06-05
- Почему эпоксидные порошковые покрытия остаются стандартом для химической защиты
- Химическая стойкость: разбор реальных сценариев эксплуатации
- Технология нанесения: где совершают фатальные ошибки
- Специализированные решения для разных отраслей
- Экономическое обоснование и срок службы
- Часто задаваемые вопросы
- Заключение и следующие шаги
Почему эпоксидные порошковые покрытия остаются стандартом для химической защиты
В нашей практике промышленного окрашивания мы часто сталкиваемся с ситуацией, когда заказчики ищут универсальное решение для защиты металла в цехах гальваники или на химических производствах. Ответ прост: Термореактивные порошковые краски на основе эпоксидных смол до сих пор не имеют равных по адгезии и химической стойкости внутри помещений. Если вам нужно защитить оборудование от кислотных паров, щелочных растворов или агрессивных растворителей, эпоксидная химия — это фундамент, на котором строится долговечность актива. Мы видели случаи, когда попытка сэкономить и использовать полиэфирные составы там, где требовалась эпоксидная защита, приводила к отслоению покрытия уже через 6 месяцев эксплуатации.
Ключевое отличие здесь кроется в механизме отверждения. В отличие от термопластичных материалов, которые просто плавятся и застывают, термореактивные системы вступают в необратимую химическую реакцию при нагреве. Это создает трехмерную сетчатую структуру полимера, которую практически невозможно растворить или расплавить повторно без разрушения самого материала. Именно эта структура обеспечивает ту самую непроницаемость для агрессивных сред, о которой говорят спецификации ГОСТ и ISO. Однако, как и у любой технологии, у эпоксидных покрытий есть свои границы применимости, о которых мы поговорим ниже, опираясь на реальные данные испытаний и опыт внедрения.
Химическая стойкость: разбор реальных сценариев эксплуатации
Когда инженеры запрашивают покрытие для «агрессивной среды», они часто имеют в виду совершенно разные вещи. Для одного завода это пыль удобрений, для другого — постоянный контакт с серной кислотой. Давайте разберем конкретные цифры и параметры, чтобы вы понимали, где эпоксидные термореактивные порошковые краски работают идеально, а где их применение требует осторожности.
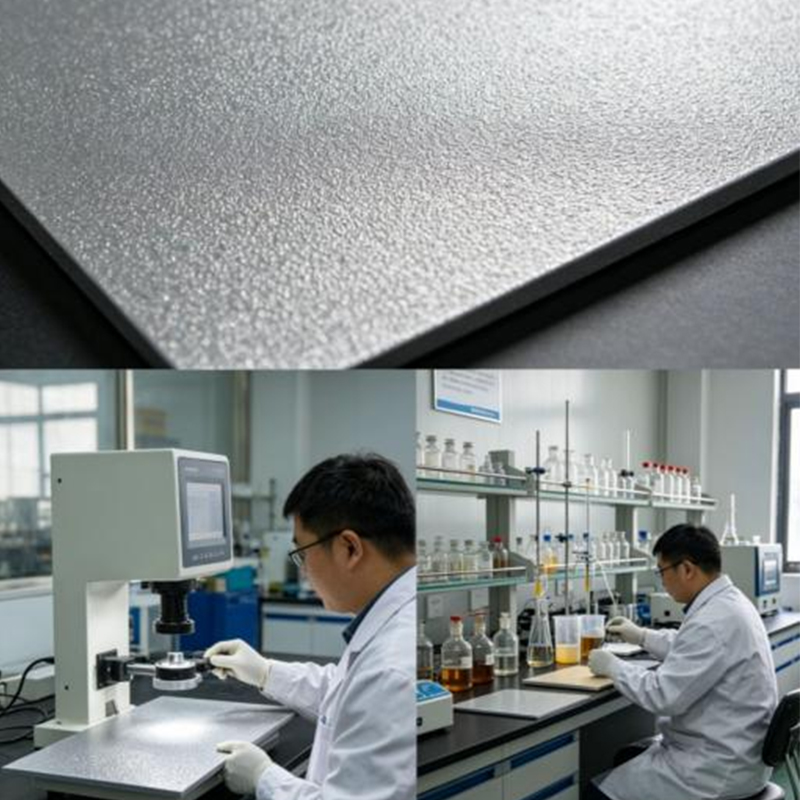
В условиях воздействия минеральных кислот концентрацией до 10-15% эпоксидные покрытия демонстрируют выдающиеся результаты. Мы проводили тесты на образцах стальных панелей, покрытых слоем толщиной 80-100 мкм. После 1000 часов экспозиции в камере солевого тумана (NSS test) согласно стандарту ISO 9227, признаки коррозии вокруг искусственного дефекта (надреза) не превышали 2 мм. Для сравнения, обычные декоративные покрытия в таких же условиях показывали подрыв пленки на 5-8 мм. Это критически важно для резервуаров, трубопроводной арматуры и корпусов электрошкафов, устанавливаемых в цехах с кислой атмосферой.
Однако есть нюанс, о котором редко пишут в рекламных буклетах. Эпоксидные смелы обладают высокой устойчивостью к растворителям и щелочам, но их слабое место — ультрафиолет. Если ваше оборудование находится на улице под прямыми солнечными лучами, чистая эпоксидная краска начнет мелиться (chalking) и терять глянец уже через год. Механические свойства при этом могут сохраняться, но внешний вид будет испорчен. Поэтому, если среда агрессивна химически, но оборудование стоит на улице, мы рекомендуем гибридные составы или систему «эпоксидный грунт + полиэфирный топcoat». Но для внутренних помещений, складов химикатов и подземных коммуникаций эпоксидка остается королем.
ООО Аньхой Таймин Новые Материалы в своем производственном портфеле уделяет особое внимание именно таким специализированным решениям. Разрабатывая антикоррозионную порошковую краску для трубопроводов и трубной арматуры, наши технологи учитывают необходимость работы в средах с повышенной влажностью и химической нагрузкой. Продукция компании, включая цинкнаполненные составы с высокими антикоррозионными свойствами, активно используется для защитной обработки металлоконструкций, где требуется не просто декор, а реальная барьерная защита от электрохимической коррозии.
Сравнительная таблица стойкости покрытий
| Агрессивный агент | Эпоксидное покрытие | Полиэфирное покрытие | Гибридное покрытие |
|---|---|---|---|
| Соляная кислота (разбавленная) | Отлично (до 20%) | Слабо (риск разрушения) | Удовлетворительно |
| Щелочные растворы | Отлично | Хорошо | Хорошо |
| Органические растворители | Отлично | Удовлетворительно | Удовлетворительно |
| Ультрафиолет (солнце) | Плохо (меление) | Отлично | Хорошо |
| Механический удар | Хорошо (твердое) | Отлично (эластичное) | Хорошо |
Обратите внимание на строку с механическим ударом. Эпоксидные покрытия твердые, но менее эластичные, чем полиэфиры. При сильном деформировании металла (например, гибке профиля после окрашивания) эпоксидный слой может треснуть. Это важный момент для логистики: окрашенные детали нужно транспортировать аккуратно, избегая точечных ударов. Если ваш процесс производства предполагает последующую штамповку или гибку, обсудите с технологом возможность использования модифицированных эпоксидных систем с повышенной эластичностью.
Технология нанесения: где совершают фатальные ошибки
Даже самая дорогая и качественная краска не сработает, если нарушена технология подготовки поверхности или режима полимеризации. В нашей практике был случай, когда крупный завод столкнулся с массовым отслоением покрытия на баках для хранения реагентов. Причина оказалась банальной: недостаточная степень очистки металла перед нанесением. Эпоксидные термореактивные порошковые краски требуют идеальной адгезии, так как они создают очень плотную пленку, и любая влага или масло под ней становятся очагом коррозии.
Процесс нанесения должен строго соответствовать следующему алгоритму:
- Подготовка поверхности (Стандарт Sa 2.5). Металл должен быть очищен до степени Sa 2.5 по ISO 8501-1. Это означает, что поверхность должна быть визуально свободна от видимых остатков масла, смазки, грязи, окислов, коррозии, покрытий и иностранных веществ. Допускаются лишь легкие тени от шлака, ржавчины или краски. Мы настоятельно рекомендуем использовать дробеструйную очистку. Химическое травление допустимо только для тонколистового металла, но оно требует тщательной промывки, чтобы остатки кислот не остались в порах.
- Нанесение грунта (опционально, но рекомендуется). Для особо ответственных узлов, работающих в экстремальных условиях, мы советуем применять цинкнаполненные грунты. Компания ООО Аньхой Таймин Новые Материалы предлагает такие решения в своем каталоге. Цинк работает как протектор, создавая электрохимическую защиту даже в местах механических повреждений покрытия, куда проникла влага. Это особенно актуально для морских платформ и химического транспорта.
- Напыление порошка. Толщина слоя критична. Для агрессивных сред минимальная толщина сухого слоя должна составлять 80-100 мкм. Тонкие слои (40-60 мкм), популярные в мебельном производстве, здесь не подойдут — они слишком пористые для долгой защиты от химии. Используйте трибо- или корональные пистолеты с правильной настройкой напряжения, чтобы обеспечить хорошее обволакивание сложных профилей (эффект клетки Фарадея).
- Полимеризация. Режим отверждения должен строго соблюдаться. Обычно это 10 минут при температуре металла 200°C или 20 минут при 180°C. Недогрев приведет к тому, что реакция сшивки полимера не завершится, и покрытие останется мягким и химически нестойким. Перегрев вызовет деструкцию связующего и потерю ударной вязкости. Обязательно используйте термопары для контроля температуры самого изделия, а не только воздуха в печи.
- Контроль качества. После остывания проверьте покрытие на адгезию (метод решетчатого надреза по ISO 2409) и толщину. Любые пузыри, кратеры или непрокрасы должны быть устранены немедленно.
Частая ошибка — игнорирование точки росы. Если вы красите металл, температура которого ниже точки росы окружающего воздуха, на поверхности мгновенно конденсируется невидимая пленка влаги. Порошок ляжет на воду, а после полимеризации вы получите отслоение. Всегда проверяйте разницу температур металла и воздуха; она должна быть минимум +3°C.
Специализированные решения для разных отраслей
Универсальных решений не существует, и подход «одна краска для всего» в промышленности губителен. Рассмотрим два конкретных кейса из нашей практики, где правильный подбор типа порошка сэкономил заказчикам миллионы рублей на ремонтах.
Кейс 1: Фармацевтическое производство.
Задача заключалась в окрашивании оборудования для розлива препаратов и вентиляционных систем в чистых помещениях. Требования: абсолютная гладкость поверхности (чтобы бактерии не скапливались в порах), устойчивость к ежедневной санитарной обработке хлорсодержащими дезинфектантами и отсутствие выделения летучих веществ.
Решение: Мы применили медицинскую антибактериальную порошковую краску. В продуктовой линейке ООО Аньхой Таймин Новые Материалы представлены именно такие составы для медицинских учреждений и оборудования. Особенность этой краски — наличие активных ионов серебра или меди в составе матрицы, которые подавляют размножение микроорганизмов на поверхности. Гладкость покрытия класса А позволяет мыть стены и оборудование струей воды под давлением, не боясь повреждения слоя. Результат: снижение бактериальной обсемененности поверхностей на 99% и увеличение межремонтного интервала покраски с 1 года до 5 лет.
Кейс 2: Автомобилестроение и тяжелый транспорт.
Здесь условия другие: вибрации, удары камней, перепады температур от -40°C до +80°C под капотом, контакт сГСМ (горюче-смазочными материалами). Обычная эпоксидка могла бы потрескаться от вибрации.
Решение: Использование специальной порошковой краски для окраски деталей автомобилей и велосипедов, разработанной с учетом динамических нагрузок. В каталоге нашей компании есть составы, сочетающие эпоксидную основу с модификаторами эластичности. Такие покрытия наносятся на рамы, диски, элементы подвески и крепеж. Они выдерживают гравийный тест (stone chip resistance) без сколов до металла. Кроме того, для электрических компонентов транспортных средств применяется электроизоляционная порошковая краска с повышенными изоляционными показателями, защищающая шины и корпуса двигателей от пробоя и короткого замыкания во влажной среде.
Еще один важный сегмент — электротехника. Шкафы управления, трансформаторы и распределительные щиты часто работают в пыльных цехах. Пыль, смешанная с влагой, становится токопроводящей. Здесь на помощь приходит антистатическая порошковая краска для нейтрализации статического электричества. Она предотвращает накопление заряда, который мог бы повредить чувствительную электронику или вызвать искру во взрывоопасной зоне. Вся продукция, упомянутая выше, предназначена для защитной и декоративной обработки металлических поверхностей и соответствует современным промышленным стандартам.
Экономическое обоснование и срок службы
Переход на качественные термореактивные порошковые краски всегда вызывает вопрос о бюджете. Да, стоимость килограмма хорошего промышленного порошка выше, чем у дешевых аналогов. Но давайте посчитаем полную стоимость владения (TCO).
Жидкие краски требуют разбавителей, которые улетучиваются в атмосферу (потери до 40-50% материала). Порошок утилизируется на 98%: всё, что не осело на деталь, собирается в рекуператоре и идет в работу снова. Нет затрат на утилизацию опасных растворителей. Нет простоев на сушку — полимеризация занимает минуты.
Но главный экономический эффект — это долговечность. Покрытие, которое служит 15 лет вместо 3, снижает затраты на перекраску в 5 раз с учетом стоимости работ, лесов, остановки производства и логистики. Краски отличаются стабильным качеством, долговечностью покрытия и устойчивостью к внешним воздействиям, обеспечивая надежную защиту металла от коррозии, температурных перепадов и механических нагрузок. В пересчете на год эксплуатации квадратный метр качественного порошкового покрытия обходится дешевле самой дешевой масляной краски.
Мы также учитываем экологические нормы, которые ужесточаются с каждым годом. Отсутствие VOC (летучих органических соединений) в порошковых красках избавляет предприятие от штрафов и необходимости строить дорогие системы газоочистки. Это делает технологию единственно верной для современного производства, ориентированного на экспорт и соответствие международным нормам.
Часто задаваемые вопросы
Можно ли наносить эпоксидную порошковую краску на ржавчину?
Нет, нельзя. Несмотря на высокие антикоррозионные свойства, порошковое покрытие не является преобразователем ржавчины. Оно создает барьерную пленку. Если нанести порошок на рыхлую ржавчину, окисление продолжится под пленкой, металл будет расширяться, и покрытие вздуется пузырями. Поверхность должна быть очищена до белого металла (Sa 2.5). Единственное исключение — специальные грунты с высоким содержанием цинка, которые допускают наличие плотной окалины, но и они требуют обезжиривания.
Какова максимальная температура эксплуатации эпоксидных покрытий?
Стандартные эпоксидные термореактивные порошковые краски рассчитаны на постоянную эксплуатацию при температурах до 120-150°C. Кратковременно они могут выдерживать до 200°C. Если ваше оборудование работает при более высоких температурах (например, выхлопные системы или печи), необходимо использовать силикон-модифицированные полиэфиры или чисто силиконовые порошки, которые держат до 600°C. Превышение температурного порога эпоксидки приведет к пожелтению и потере механической прочности.
Как хранить порошковую краску, чтобы она не испортилась?
Порошковая краска гигроскопична. Хранить её нужно в оригинальной закрытой таре при температуре от 5°C до 30°C и влажности не более 60%. Не ставьте коробки прямо на бетонный пол — используйте поддоны. Если порошок отсыреет, он возьмется комками, которые забьют фильтры распылителя и создадут дефекты на поверхности («апельсиновая корка»). Срок годности при правильном хранении обычно составляет 12 месяцев, но многие составы от ведущих производителей, таких как ООО Аньхой Таймин Новые Материалы, сохраняют свои свойства и дольше, если упаковка не была нарушена.
Подходит ли эта краска для пищевой промышленности?
Да, но только при наличии соответствующего сертификата. Не всякая эпоксидная краска пищевая. Для контакта с продуктами питания (холодильные камеры, конвейеры, емкости) необходимо использовать составы, сертифицированные по стандартам FDA (США) или регламентам ЕС (EC) No 1935/2004. В нашем ассортименте есть решения, безопасные для косвенного и прямого контакта с пищей, не содержащие тяжелых металлов и токсичных отвердителей. Всегда запрашивайте сертификат безопасности перед закупкой партии для пищевого объекта.
Заключение и следующие шаги
Выбор защитного покрытия для работы в агрессивных средах — это не просто покупка банки с краской, это инвестиция в безопасность и бесперебойность вашего производства. Опыт применения порошковой краски на эпоксидной основе показывает, что при соблюдении технологии подготовки и нанесения, этот материал обеспечивает непревзойденную защиту от химии и коррозии. Мы рассмотрели, как специализированные решения от цинкнаполненных грунтов до антистатических финишных слоев решают конкретные задачи в медицине, транспорте и энергетике.
Не рискуйте дорогостоящим оборудованием, используя универсальные решения там, где нужны профессиональные. Оцените условия эксплуатации ваших объектов: влажность, химический состав атмосферы, температурный режим. Если вы сомневаетесь в выборе типа связующего или толщины слоя, лучше проконсультироваться с технологом заранее, чем переделывать работу потом.
Компания промышленные порошковые краски оптом готова предоставить образцы для тестирования и провести технико-коммерческий расчет под ваш проект. Свяжитесь с нами сегодня, чтобы получить консультацию инженера и подобрать оптимальное решение для защиты вашего металла.