






Гайд по сертификации: требования к качественным пластиковым порошковым краскам
2026-06-03
- Сертификация как фундамент доверия в индустрии покрытий
- Нормативная база: от ГОСТ до международных стандартов
- Этапы лабораторных испытаний термореактивных составов
- Специфика сертификации функциональных покрытий
- Типичные ошибки при подготовке документации и их последствия
- Роль производителя в обеспечении повторяемости качества
- Экономические аспекты и сроки получения сертификата
- Часто задаваемые вопросы
- Заключение: качество как результат системного подхода
Сертификация как фундамент доверия в индустрии покрытий
Получение сертификата соответствия для термореактивные порошковые краски — это не просто бюрократическая формальность, а критически важный этап, определяющий доступ продукта к крупным промышленным тендерам и экспортным рынкам. В условиях ужесточения экологических норм ЕАЭС и европейских директив, отсутствие полного пакета документов автоматически переводит поставщика в категорию «рискованных партнеров». Мы неоднократно сталкивались с ситуациями, когда партия металла стоимостью в миллионы рублей браковалась на этапе входного контроля именно из-за расхождений в паспортных данных лакокрасочного материала и реальных показателей адгезии или химстойкости. Сертификация подтверждает, что заявленные производителем свойства — от температуры полимеризации до устойчивости к солевому туману — соответствуют действительности и проверены независимыми лабораториями.
Для закупщиков и главных инженеров предприятий наличие сертификата ГОСТ Р, ТР ТС или ISO служит единственным гарантом того, что покрытие прослужит заявленный срок без отслоений и коррозии. В этой статье мы разберем пошаговый алгоритм прохождения сертификации, выявим скрытые подводные камни тестирования термореактивных составов и объясним, почему некоторые лаборатории отказывают в выдаче документов даже при визуально идеальном образце. Вы узнаете, какие параметры являются решающими для разных классов защиты и как правильно подготовить техническую документацию, чтобы избежать повторных дорогостоящих испытаний.
Нормативная база: от ГОСТ до международных стандартов
Основой для оценки качества любых промышленных покрытий в России и странах Таможенного союза является Технический Регламент ТР ТС 009/2011 «О безопасности продукции, предназначенной для использования в детских и подростковых возрастах», однако для промышленного сегмента ключевым документом остается система национальных стандартов ГОСТ. Для термореактивные порошковые краски базовым стандартом часто выступает ГОСТ Р 59677-2021, который регламентирует методы испытаний и требования к сухим пленкам. Важно понимать различие между обязательной сертификацией и добровольной: если краска позиционируется как материал для игрушек или пищевой упаковки, сертификат обязателен по закону; если же речь идет о покрытии для станков или строительных конструкций, производитель может оформить добровольный сертификат, который тем не менее высоко ценится рынком.
Международный контекст требует учета стандартов ISO, в частности серии ISO 9001 для системы менеджмента качества завода-производителя и ISO 12944 для оценки долговечности антикоррозионной защиты. Наличие сертификата ISO 9001 у поставщика, такого как ООО Аньхой Таймин Новые Материалы, свидетельствует о том, что каждый замес партии проходит строгий контроль на всех этапах — от входа сырья до отгрузки. Это особенно важно для функциональных покрытий, таких как цинкнаполненные составы или электроизоляционные эмали, где малейшее отклонение в рецептуре может привести к пробою изоляции или ускоренной коррозии подложки. Без подтверждения соответствия этим стандартам выход на рынки Европы или участие в госзакупках становится практически невозможным.
При выборе лаборатории для испытаний убедитесь, что она аккредитована в национальной системе (Росаккредитация) и имеет аттестат, позволяющий проводить испытания именно по тем методам, которые указаны в вашем техническом задании. Частая ошибка — обращение в центры, которые могут проверить только цвет и блеск, но не имеют оборудования для испытания на удар или гибкость при низких температурах. Такой «усеченный» протокол испытаний не будет принят серьезными заказчиками в нефтегазовой или автомобильной отраслях. Всегда запрашивайте копию аттестата аккредитации перед заключением договора на испытания.
Ключевые отличия обязательной и добровольной схемы
Многие производители ошибочно полагают, что добровольный сертификат имеет меньшую юридическую силу, чем обязательный. На практике для B2B-сектора добровольный документ, выданный авторитетным органом, часто играет более значимую роль при тендерных процедурах, так как позволяет подтвердить специфические характеристики, не охваченные базовыми техрегламентами. Например, стандартные нормы могут не регламентировать антибактериальные свойства или конкретный уровень электропроводности, тогда как в добровольном сертификате можно зафиксировать эти параметры со ссылкой на дополнительные методики испытаний. Это дает конкурентное преимущество при работе с медицинскими учреждениями или электронными производствами.
Этапы лабораторных испытаний термореактивных составов
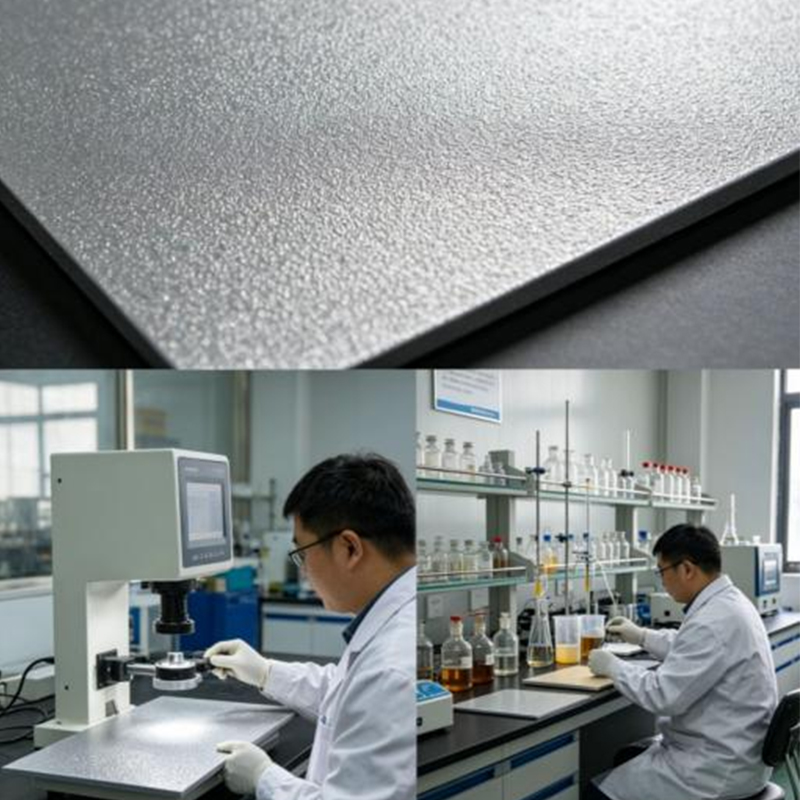
Процесс сертификации начинается не с подачи бумаг, а с отбора проб и их всестороннего тестирования в лабораторных условиях. Для термореактивных порошковых красок этот этап является наиболее критичным, поскольку химическая структура полимера необратимо меняется при нагреве, и исправить ошибку постфактум невозможно. Лаборатория проводит серию физических и химических тестов, результаты которых ложатся в основу протокола испытаний. Любой провал на этом этапе означает пересмотр рецептуры, потерю времени и дополнительные финансовые затраты на повторную отгрузку образцов.
- Подготовка образцов и нанесение покрытия. Испытания проводятся на стандартных металлических пластинах (обычно сталь марки Ст3 или алюминий), очищенных до степени Sa 2.5 по ISO 8501-1. Нанесение осуществляется электростатическим распылением с соблюдением толщины слоя, указанной в технической документации (обычно 60–80 мкм). Критически важно точно соблюсти режим полимеризации: температуру и время выдержки в печи. В нашей практике был случай, когда партия краски была забракована из-за того, что лаборатория использовала температуру 190°C вместо требуемых 200°C, что привело к неполной полимеризации и низкой ударопрочности. Всегда контролируйте калибровку печей в испытательном центре.
- Оценка внешнего вида и толщины покрытия. Первичный визуальный осмотр выявляет дефекты поверхности: шагрень, кратеры, посторонние включения или изменение цвета. Толщина сухой пленки измеряется магнитным или вихретоковым толщиномером в пяти точках образца. Согласно ГОСТ, отклонение от номинальной толщины не должно превышать ±10% для большинства промышленных применений. Превышение толщины может привести к растрескиванию при изгибе, а недостаточная толщина — к снижению барьерных свойств и ранней коррозии. Этот этап кажется простым, но именно здесь отсеивается до 15% партий низкого качества.
- Испытание на адгезию (метод решетчатого надреза). Адгезия — способность покрытия держаться на металле — проверяется методом крестообразных надрезов (ISO 2409 / ГОСТ 15140). Специальным резаком наносится сетка надрезов, наклеивается липкая лента и резко отрывается. Оценка производится по шкале от 0 (идеально) до 5 (полное отслаивание). Для качественных термореактивных красок допустимы только оценки 0 или 1. Если вы получаете оценку 2 и выше, это сигнал о проблемах с подготовкой поверхности металла или неправильном подборе типа грунта. Мы рекомендуем всегда проводить этот тест на разных типах подложек, так как адгезия к оцинковке и черному металлу может кардинально отличаться.
- Тесты на механическую прочность (удар и изгиб). Эти испытания имитируют эксплуатационные нагрузки. Испытание на удар проводится падающим грузом массой 1 кг с высоты до 1 метра. Покрытие не должно трескаться или отслаиваться в месте удара. Испытание на изгиб вокруг оправки диаметром 2–5 мм показывает эластичность пленки. Термореактивные материалы, особенно эпоксидные, склонны к хрупкости при низких температурах, поэтому часто требуется проведение теста при охлаждении образца до -40°C. Ошибка в выборе отвердителя может привести к тому, что краска выдержит удар при +20°C, но рассыплется при первом же морозе.
- Коррозионная стойкость и химическая агрессивность. Самый длительный и важный этап. Образцы помещают в камеру солевого тумана (NSS test) на срок от 240 до 1000 часов в зависимости от класса защиты. Также проводятся тесты на стойкость к воде, растворителям, кислотам и щелочам. Для специализированных продуктов, таких как антикоррозионная порошковая краска для трубопроводов, эти показатели являются определяющими. Появление пузырей или очагов ржавчины раньше установленного времени означает несоответствие заявленному классу защиты. Мы видели случаи, когда добавление дешевого наполнителя снижало время жизни в солевом тумане с 1000 часов до 300, что делало продукт непригодным для наружного применения.
После успешного прохождения всех этапов лаборатория формирует протокол испытаний, который является неотъемлемой частью сертификационного досье. Помните, что протокол действует только на ту партию или тип продукции, которая была протестирована. При изменении рецептуры или сырья испытания необходимо проходить заново. Сохраняйте все исходные данные и отчеты, они могут потребоваться при аудитах крупных заказчиков или расширении сертификации на новые рынки.
Специфика сертификации функциональных покрытий
Стандартные декоративные краски проходят проверку по общеотраслевым нормам, однако функциональные материалы требуют углубленного анализа специфических характеристик. Здесь вступает в работу принцип «доказанной эффективности»: недостаточно просто заявить свойство, нужно подтвердить его цифрами в протоколе. Это касается всей линейки продуктов, которые разрабатывает и производит ООО Аньхой Таймин Новые Материалы, включая узкоспециализированные решения для медицины, энергетики и транспорта.
Рассмотрим пример медицинской антибактериальной порошковой краски. Для нее обычного теста на гладкость поверхности недостаточно. Требуется проведение микробиологических исследований согласно ГОСТ Р 59220-2020 или международным аналогам (ISO 22196). Образцы засеваются культурами бактерий (например, золотистым стафилококком или кишечной палочкой), инкубируются определенное время, после чего подсчитывается количество выживших микроорганизмов. Сертификат должен четко указывать процент снижения бактериальной обсемененности (обычно требуется >99%). Без этого документа использование краски в больницах, на пищевых производствах или в фармацевтике незаконно. Мы сталкивались с ситуацией, когда производитель добавил антимикробную добавку «на глаз», и хотя запах плесени исчез, лабораторный тест показал эффективность всего 40%, что не позволило получить маркировку «антибактериальная».
Другой сложный кейс — электроизоляционная порошковая краска. Здесь ключевыми параметрами становятся электрическая прочность (кВ/мм) и объемное электрическое сопротивление (Ом·см). Испытания проводятся на специальном оборудовании с постепенным повышением напряжения до пробоя изоляции. Для трансформаторов или электродвигателей даже микроскопические поры в пленке недопустимы. Кроме того, такие краски часто должны обладать повышенной трекинго-эрозионной стойкостью. При сертификации важно указать класс нагревостойкости изоляции (F, H и т.д.), который определяется длительным воздействием высоких температур. Ошибка в определении этого класса может привести к возгоранию оборудования в процессе эксплуатации.
Для антистатической порошковой краски, применяемой в электронике и взрывоопасных зонах, критичным является диапазон поверхностного сопротивления. Оно должно находиться в строго определенных пределах (обычно $10^5$–$10^9$ Ом), чтобы обеспечивать стекание заряда, но не создавать короткое замыкание. Тестирование проводится в условиях контролируемой влажности, так как сухость воздуха может исказить результаты. Сертификация таких материалов часто требует дополнительных заключений от органов пожарного надзора, особенно если краска используется в резервуарах для хранения легковоспламеняющихся жидкостей.
Типичные ошибки при подготовке документации и их последствия
Даже при идеальном качестве продукта процесс сертификации может быть сорван из-за грамотных ошибок в оформлении документов. Эксперты по сертификации видят сотни заявок в год, и большинство отказов связано не с физикой процесса, а с бюрократией. Понимание этих нюансов сэкономит вам месяцы работы.
Первая и самая распространенная ошибка — несоответствие кодов ТН ВЭД. При подаче заявки необходимо точно классифицировать продукцию. Порошковые краски обычно попадают под код 3206, но в зависимости от химического состава (эпоксидные, полиэфирные, гибридные) и назначения могут требоваться разные разрешения. Неверный код ведет к тому, что лаборатория проводит испытания не по тем стандартам, и полученный протокол оказывается невалидным для таможенной очистки или продажи. Всегда сверяйте описание продукции в договоре с кодами в сертификате.
Вторая ошибка — неполное описание области применения. Если в сертификате написано просто «для металлических поверхностей», это ограничивает ваши возможности. Крупные заказчики из автопрома или строительства требуют указания конкретных узлов или условий эксплуатации (например, «для деталей подвески автомобилей» или «для фасадных конструкций»). Узкая формулировка защищает производителя от претензий в случае использования краски не по назначению, но слишком широкая может вызвать вопросы у регулятора о безопасности. Оптимальный вариант — детализировать применение, опираясь на успешно пройденные тесты.
Третья проблема — отсутствие доказательной базы для сырья. При сертификации импортной продукции, такой как поставки от ООО Аньхой Таймин Новые Материалы, органы по сертификации могут запросить документы на исходные компоненты (смолы, отвердители, пигменты), особенно если они содержат потенциально опасные вещества. Отсутствие паспортов безопасности (MSDS) на английском или русском языке с переводом может стать стоп-фактором. Мы рекомендуем формировать досье на сырье заранее, еще до отправки образцов в лабораторию.
| Параметр проверки | Частая ошибка | Последствие | Как избежать |
|---|---|---|---|
| Толщина пленки | Замер только в центре образца | Локальные непрокрасы ведут к коррозии | Проводить замеры в 5 точках (центр + углы) |
| Цвет (RAL) | Оценка «на глаз» при разном освещении | Разнотон в партии, возврат товара | Использовать спектрофотометр при источнике D65 |
| Адгезия | Нанесение на грязный или гладкий металл | Ложный результат низкой адгезии | Строго соблюдать степень очистки Sa 2.5 |
| Химстойкость | Использование реактивов с истекшим сроком | Некорректные данные о стойкости | Проверять сертификаты на реактивы в лаборатории |
Роль производителя в обеспечении повторяемости качества
Сертификат выдается на основании испытаний образцов, но реальная ценность для покупателя заключается в стабильности качества от партии к партии. Никакой самый красивый документ не спасет репутацию, если вторая поставка окажется хуже первой. Именно поэтому при выборе поставщика термореактивные порошковые краски следует обращать внимание не только на наличие сертификата, но и на систему внутреннего контроля качества завода.
Компании уровня ООО Аньхой Таймин Новые Материалы внедряют многоступенчатый контроль: входной контроль сырья (проверка каждой партии смолы и пигмента на вязкость и цвет), контроль процесса дисперсии (размер частиц порошка напрямую влияет на ровность покрытия) и финальный контроль готовой продукции. Использование современного оборудования для грануляции и измельчения позволяет получать порошок с идеально однородным распределением частиц по размеру (particle size distribution). Это критически важно для автоматических линий окраски, где любые колебания фракции приводят к изменению толщины слоя и появлению дефектов.
Особое внимание уделяется условиям хранения и транспортировки. Порошковая краска гигроскопична и чувствительна к температуре. Нарушение условий складирования может привести к комкованию порошка («апельсиновая корка» на изделии) или изменению времени желатинизации. Ответственные производители упаковывают продукцию в герметичные мешки с влагопоглотителями и обеспечивают температурный режим при перевозке. При получении груза покупатель обязан проверить целостность упаковки и отсутствие комков — это первый шаг к приемке качественного материала.
Мы советуем запрашивать у поставщика не только сертификат на продукцию, но и паспорт качества (Certificate of Analysis) на конкретную партию. В этом документе должны быть отражены фактические значения ключевых параметров: размер частиц, время желатинизации, плотность, расход. Сравнение этих данных с эталонными значениями из основного сертификата позволяет быстро выявить отклонения еще до начала покрасочных работ.
Экономические аспекты и сроки получения сертификата
Стоимость сертификации варьируется в зависимости от схемы подтверждения, количества тестируемых параметров и выбранной лаборатории. Для серийного производства схема 1с (серийный выпуск) является наиболее затратной, так как требует ежегодного инспекционного контроля и отбора образцов с производства. Однако для крупных игроков рынка это необходимая инвестиция, открывающая доступ к федеральным сетям и госзаказу. Стоимость испытаний одного типа краски по полному циклу (физико-механика + химия + климатика) может составлять от 50 до 150 тысяч рублей и занимать от 2 до 4 недель.
Сроки получения документа напрямую зависят от скорости прохождения лабораторных тестов. Самые длительные этапы — испытания в камере солевого тумана и на атмосферостойкость (УФ-старение), которые могут длиться до месяца. Ускорить процесс можно, заказав экспресс-методики (если они допустимы для вашего типа продукции) или предоставив собственные свежие протоколы испытаний от аккредитованных зарубежных лабораторий (при наличии взаимного признания). Тем не менее, планировать получение сертификата следует минимум за 1.5–2 месяца до планируемого старта продаж или участия в тендере.
Важно учитывать, что экономия на сертификации часто выходит боком. Попытка использовать «серые» схемы или купить документ без реальных испытаний чревата аннулированием сертификата при первой же проверке Роспотребнадзора или рекламации от клиента. Штрафы за продажу несертифицированной продукции могут многократно превысить стоимость легального оформления. Кроме того, в случае аварии или пожара на объекте, окрашенном несертифицированным материалом, вся ответственность ляжет на поставщика и заказчика.
Часто задаваемые вопросы
Сколько действует сертификат на порошковую краску?
Срок действия сертификата соответствия зависит от выбранной схемы подтверждения. При сертификации партии документ действует бессрочно, но только на эту конкретную партию товара. При сертификации серийного производства (наиболее частый случай для производителей и импортеров) сертификат выдается сроком на 1, 3 или 5 лет. По истечении этого срока необходимо проходить процедуру подтверждения снова, включая новые лабораторные испытания, так как рецептура или стандарты могли измениться.
Нужно ли сертифицировать каждый новый цвет отдельно?
Нет, сертифицировать каждый оттенок по палитре RAL не требуется. Сертификация проводится на тип продукции (например, «полиэфирная порошковая краска»). В протокол испытаний включаются образцы нескольких цветов, представляющих группу (обычно белый, черный и один яркий цвет), так как пигментация может влиять на некоторые свойства. Если вы вводите новый цвет в рамках той же рецептурной базы, достаточно оформить техническое приложение к существующему сертификату или провести сокращенные испытания, подтверждающие безопасность нового пигмента.
Можно ли использовать российский сертификат для экспорта в страны СНГ?
Да, сертификат соответствия ТР ТС (Техническому Регламенту Таможенного Союза) действует на территории всех стран-участниц ЕАЭС: России, Беларуси, Казахстана, Армении и Кыргызстана. Это единый документ, который позволяет свободно реализовывать продукцию на всем пространстве Союза без необходимости получения дополнительных национальных разрешений. Однако для экспорта в страны дальнего зарубежья (Европа, США) потребуется оформление местных сертификатов (CE, EPA и др.) на основе международных стандартов ISO.
Что делать, если краска не прошла испытание на солевой туман?
Если образец не выдержал тест на коррозионную стойкость, это указывает на фундаментальные проблемы в рецептуре или технологии нанесения. Необходимо проанализировать состав: возможно, недостаточно ингибиторов коррозии, нарушена стехиометрия отвердителя или использовано некачественное сырье. В некоторых случаях проблема решается изменением режима полимеризации или нанесением дополнительного слоя грунта. Повторная отправка того же самого образца без изменений бессмысленна — требуется доработка продукта и новые испытания.
Заключение: качество как результат системного подхода
Сертификация термореактивные порошковые краски — это сложный, но необходимый процесс, который отделяет профессиональных игроков рынка от кустарных производителей. Он требует глубокого понимания химии полимеров, знания нормативной базы и готовности инвестировать в лабораторный контроль. Для конечного потребителя наличие актуального сертификата является гарантией того, что металлическое изделие получит надежную защиту, способную противостоять агрессивным средам, механическим нагрузкам и времени.
Выбирая поставщика, ориентируйтесь на компании с прозрачной историей и собственной производственной базой, такие как ООО Аньхой Таймин Новые Материалы, где разработка и производство идут рука об руку с жестким контролем качества. Широкий ассортимент функциональных покрытий — от цинкнаполненных антикоров до специализированных медицинских красок — подтверждает компетенцию предприятия в решении самых сложных задач промышленного окрашивания. Не рискуйте репутацией своего продукта, используя непроверенные материалы.
Если вы планируете закупку промышленных порошковых красок или нуждаетесь в консультации по подбору покрытия под конкретные задачи, свяжитесь с нашими специалистами. Мы готовы предоставить полные пакеты сертификатов, технические карты и образцы для тестирования. Купить порошковую краску с полным пакетом документов — значит выбрать надежность и долговечность для ваших изделий.