






Как настроить OEM производство полимерно порошковой краски по металлу?
2026-06-03
Как настроить OEM производство полимерно порошковой краски по металлу?
Настройка линии для нанесения термореактивные порошковые краски требует точного соблюдения температурных режимов полимеризации и контроля толщины слоя в диапазоне 60–80 мкм. Ошибка на этапе подготовки поверхности или нарушения цикла отверждения приводит к отслоению покрытия в течение первых месяцев эксплуатации, что влечет за собой прямые финансовые убытки и репутационные риски. В нашей практике мы сталкивались с ситуацией, когда завод-партнер сэкономил на системе фильтрации воздуха в камере напыления, что resulted в появлении микрократеров на 15% партии алюминиевых профилей; переделка стоила им дороже, чем установка правильного оборудования с самого начала.
Эта статья представляет собой пошаговое руководство для инженеров и владельцев производств, планирующих запуск собственного цеха или оптимизацию существующей линии под контрактное производство (OEM). Мы разберем технические нюансы выбора оборудования, химии процессов и критерии приемки готовой продукции, опираясь на стандарты ISO и ГОСТ. Если вы ищете поверхностный обзор, эта информация может показаться избыточной, но для тех, кто планирует выпускать продукцию, соответствующую требованиям автомобильной или строительной отрасли, эти детали являются фундаментом качества.
Подготовка инфраструктуры и выбор типа линии
Первым шагом является определение формата производства, который диктуется габаритами изделий и планируемым объемом выпуска. Для массового производства однотипных деталей, таких как корпуса бытовой техники или элементы велосипедных рам, оптимальным решением является конвейерная линия с автоматическими манипуляторами. Однако, если ваш портфель заказов состоит из крупногабаритных строительных конструкций или единичных партий специфического оборудования, тупиковая линия с ручной или полуавтоматической подачей будет экономически более эффективной.
Критическим параметром здесь является длина зоны охлаждения. Многие новички недооценивают этот этап, полагая, что деталь можно упаковывать сразу после выхода из печи. Это грубая ошибка: термореактивные порошковые краски продолжают набирать окончательную твердость и адгезию именно в процессе контролируемого остывания. Мы рекомендуем закладывать в проект зону пассивного охлаждения длиной не менее 15–20 метров для линий со скоростью конвейера 2–3 метра в минуту. Игнорирование этого требования приводит к тому, что горячие детали при упаковке слипаются или деформируются под собственным весом.
При проектировании цеха необходимо учесть высоту потолков. Минимальная высота рабочей зоны должна составлять 4,5–5 метров, чтобы обеспечить корректную работу системы рекуперации порошка и установку вертикальных циклонов. В одном из проектов, которые мы курировали, ограничение по высоте здания вынудило нас изменить конфигурацию транспортной системы с подвесной на напольную, что увеличило площадь занимаемых помещений на 30%, но позволило сохранить качество нанесения на тяжелые металлические узлы.
Технология предварительной обработки металла
Качество финишного покрытия на 70% зависит от подготовки поверхности, а не от свойств самой краски. Процесс должен включать последовательное прохождение через ванны обезжиривания, травления, промывки и фосфатирования (или хроматирования/циркониевой конверсии). Для сталей черных металлов обязательным этапом является удаление окалины и ржавчины до степени Sa 2.5 по стандарту ISO 8501-1. Пропуск этапа фосфатирования снижает коррозионную стойкость покрытия в солевом тумане с ожидаемых 1000 часов до 200–300 часов, что неприемлемо для изделий, эксплуатируемых на улице.
Температура рабочих растворов в ваннах требует постоянного мониторинга. Обезжиривание должно проводиться при температуре 50–60°C, тогда как процесс фосфатирования чувствителен к диапазону 45–55°C. Отклонение даже на 5 градусов в меньшую сторону замедляет реакцию формирования кристаллической решетки конверсионного слоя, делая его рыхлым и неспособным удержать порошок. Мы видели случаи, когда из-за неисправности ТЭНа в одной из ванн вся партия трубной арматуры была забракована из-за пузырения покрытия при последующем нагреве.
Особое внимание следует уделить качеству воды для финальной промывки. Электропроводность воды в последней ванной не должна превышать 50 мкСм/см. Использование водопроводной воды с высоким содержанием солей жесткости приводит к образованию белесых разводов под слоем краски, которые проявляются только после полимеризации. Установка системы обратного осмоса является не дополнительной опцией, а обязательным условием для производства высококачественных изделий. Компания ООО Аньхой Таймин Новые Материалы, специализирующаяся на разработке промышленных покрытий, в своих технических регламентах особо выделяет требование к чистоте субстрата как ключевой фактор долговечности антикоррозионных и электроизоляционных свойств своих продуктов.
Настройка камеры напыления и рекуперации
Камера напыления — это сердце линии, где формируется равномерность слоя. Для работы с мелкодисперсными фракциями, характерными для современных декоративных серий, необходима камера с системой автоматической очистки фильтров картриджного типа. Эффективность рекуперации должна составлять не менее 95–98%. Потери порошка выше 5% свидетельствуют о неправильной настройке воздушных потоков или износе фильтрующих элементов, что напрямую влияет на себестоимость квадратного метра покрытия.
Расположение распылителей и форма факела должны соответствовать геометрии изделия. Для плоских листов металла используется веерный факел, тогда как для профильных труб и сложных узлов необходимы ротационные распылители или насадки с изменяемой геометрией. Важнейшим параметром является скорость движения воздуха в рабочей зоне камеры. Она должна находиться в пределах 0,3–0,5 м/с. Слишком высокая скорость уносит порошок мимо детали, слишком низкая — создает облако взвеси,导致ющее к эффекту «апельсиновой корки» и пробоям.
Заземление изделия — еще один критический момент, который часто упускают из виду. Сопротивление цепи заземления не должно превышать 1 МОм. Если крючки подвески обрастают слоем отвержденного порошка, они перестают проводить ток, и электростатическое поле не притягивает частицы краски к металлу. Результатом становятся непрокрасы в труднодоступных местах и неравномерная толщина слоя. Регламент обязывает операторов очищать контактные точки крючков после каждой партии или использовать систему автоматической обжига крючков в отдельной печи.
Режимы полимеризации и контроль температуры
Процесс отверждения термореактивные порошковые краски является необратимой химической реакцией сшивания полимерных цепей. Параметры печи должны обеспечивать не просто нагрев воздуха, а достижение конкретной температуры металла (PMT — Peak Metal Temperature) в течение заданного времени. Стандартный режим для большинства эпоксидно-полиэфирных гибридов составляет 10 минут при температуре металла 200°C или 15 минут при 180°C. Важно понимать: таймер запускается только в момент, когда самая массивная часть изделия достигла целевой температуры, а не когда оно зашло в печь.
Неравномерный прогрев является частой причиной брака. Тонкостенные элементы могут перегреться и пожелтеть, пока толстостенные узлы еще не набрали необходимую температуру для полной полимеризации. Решение этой проблемы лежит в правильной настройке зон печи и скорости конвейера. Мы рекомендуем использовать термопрофилирование с помощью датчиков, закрепленных на тестовой детали, которая проходит весь цикл вместе с продукцией. Это единственный способ получить реальную картину теплопередачи внутри вашей конкретной печи.
Перегрев опасен не только изменением цвета (для белых и светлых тонов), но и деградацией механических свойств покрытия. Переотвержденная краска становится хрупкой и теряет ударную прочность. При испытаниях на изгиб такое покрытие трескается или отслаивается сразу же. С другой стороны, недогрев оставляет покрытие мягким и липким, с низкой химической стойкостью. Такой дефект может проявиться не сразу, а спустя несколько месяцев эксплуатации под воздействием растворителей или моющих средств.
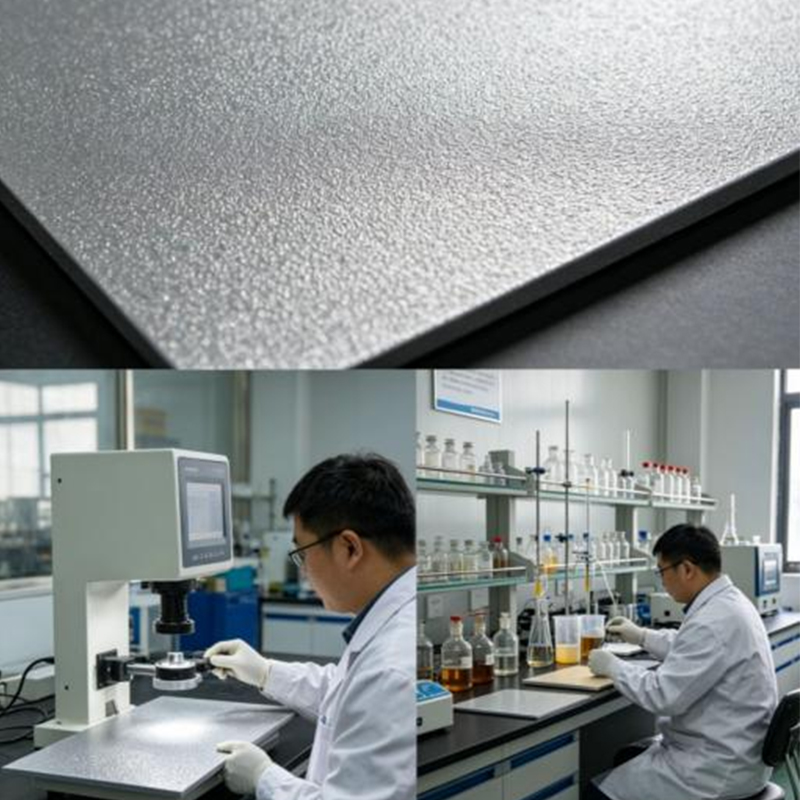
Контроль качества и лабораторные испытания
Система контроля качества должна работать на каждом этапе, а не только на выходе готовой продукции. Входной контроль порошка включает проверку гранулометрического состава, текучести и наличия комков. Даже качественный материал может испортиться при неправильном хранении: влажность в складе не должна превышать 60%, а температура — 25°C. Нарушение этих условий приводит к комкованию порошка, что вызывает засорение распылителей и дефекты на поверхности.
Готовое покрытие подлежит обязательному тестированию по ряду параметров. Толщина слоя измеряется магнитным или вихревым толщиномером в пяти точках на каждой детали (или на одной representative детали из партии). Допустимый диапазон обычно составляет ±10% от номинала. Адгезия проверяется методом решетчатых надрезов (ISO 2409): покрытие не должно отслаиваться в местах пересечения линий. Ударная прочность тестируется падающим грузом массой 1 кг с высоты 50 см — на лицевой стороне не должно быть трещин или отслоений.
Для ответственных применений, таких как медицинские изделия или компоненты для агрессивных сред, требуется расширенный цикл испытаний. Антибактериальные свойства, например, подтверждается тестами на снижение колоний бактерий (E. coli, Staphylococcus aureus) согласно международным протоколам. Электроизоляционные характеристики проверяются измерением сопротивления изоляции и пробивного напряжения. Продукция компании ООО Аньхой Таймин Новые Материалы, включая специализированные серии для медицины и электрооборудования, проходит именно такие жесткие проверки, что гарантирует их соответствие заявленным характеристикам в реальных условиях эксплуатации.
| Параметр контроля | Метод испытания | Нормативное значение | Частые причины брака |
|---|---|---|---|
| Толщина покрытия | Магнитный толщиномер (ISO 2178) | 60–80 мкм (зависит от типа) | Неверная настройка напряжения, низкая скорость конвейера |
| Адгезия | Решетчатый надрез (ISO 2409) | Класс 0 или 1 (без отслоений) | Плохая очистка металла, отсутствие конверсионного слоя |
| Ударная прочность | Падающий груз (ISO 6272) | Без трещин при 1 кг / 50 см | Перегрев (хрупкость) или недогрев (мягкость) |
| Глянец | Глянцемер под углом 60° (ISO 2813) | ±5 единиц от эталона | Загрязнение камеры, смешивание разных типов порошка |
| Коррозионная стойкость | Солевой туман (ISO 9227) | > 500–1000 часов без пузырей | Отсутствие цинконаполненного грунта, дефекты фосфатирования |
Экономическая эффективность и расчет себестоимости
При расчете экономики OEM производства ключевым показателем является коэффициент использования материала (transfer efficiency). Для трибостатических распылителей он составляет около 60–70%, тогда как современные электростатические автоматы с рекуперацией позволяют достичь 95–98%. Разница в 30% потерь материала при больших объемах производства превращается в миллионы рублей убытка ежегодно. Инвестиции в качественную систему рекуперации окупаются обычно в течение 12–18 месяцев за счет экономии порошка.
Энергопотребление печи является второй по величине статьей расходов. Современные газовые печи с модулируемыми горелками и эффективной теплоизоляцией потребляют на 20–25% меньше энергии по сравнению с устаревшими электрическими или дизельными аналогами. Кроме того, важно учитывать стоимость обслуживания фильтров и расходных материалов для предварительной обработки. Оптимизация концентрации химических реагентов в ваннах позволяет продлить срок их службы и снизить частоту слива и утилизации отходов.
Логистика и складирование также влияют на итоговую цену. Порошковые краски требуют хранения в сухих помещениях на паллетах, защищенных от прямого солнечного света. Нарушение условий хранения ведет к порче сырья. Использование системы управления складом (WMS) с принципом FIFO (First In, First Out) гарантирует, что в производство поступает материал с наилучшими характеристиками текучести. Мы наблюдали案例, когда использование «залежалого» порошка приводило к остановке линии на полную очистку из-за забивания каналов подачи.
Выбор поставщика материалов и стратегия партнерства
Успех OEM производства невозможен без надежного партнера-поставщика порошковых красок. Критерии выбора не должны ограничиваться только ценой за килограмм. Стабильность оттенка от партии к партии, техническая поддержка при настройке оборудования и способность поставщика разработать рецептуру под специфические задачи клиента являются определяющими факторами. Поставщик должен предоставлять паспорта безопасности (MSDS) и сертификаты соответствия на каждую партию товара.
Специализированные решения требуют глубокого понимания химии процессов. Например, для окраски деталей автомобилей и велосипедов необходимы краски с повышенной эластичностью и стойкостью к сколам от гравия. Для трубопроводов и арматуры критична химическая инертность и барьерная защита от влаги. Универсальные краски часто не справляются с экстремальными условиями, поэтому наличие в портфеле поставщика узкоспециализированных линеек является преимуществом.
Компания ООО Аньхой Таймин Новые Материалы демонстрирует подход, ориентированный на долгосрочное партнерство. Предлагая широкий ассортимент функциональных покрытий — от цинконаполненных антикоррозионных составов до медицинских антибактериальных серий — они обеспечивают клиентов материалами, прошедшими всесторонние испытания. Их опыт в сфере промышленного окрашивания металла позволяет рекомендовать оптимальные решения для конкретных задач, будь то защита строительных металлоконструкций от атмосферных воздействий или создание декоративных покрытий для бытовой техники с высокой устойчивостью к истиранию.
Часто задаваемые вопросы
Какова минимальная толщина слоя для обеспечения антикоррозионных свойств?
Для большинства стандартных эпоксидно-полиэфирных порошков минимальная толщина, гарантирующая базовую защиту, составляет 40–50 мкм. Однако для условий агрессивной среды или для цинконаполненных грунтов рекомендуемая толщина увеличивается до 60–80 мкм и выше. Снижение толщины ниже 40 мкм резко повышает риск образования микропор, через которые влага проникает к металлу, запуская процесс коррозии под пленкой краски. Всегда сверяйтесь с технической картой конкретного продукта, так как разные связующие имеют разные требования к укрывистости.
Можно ли наносить порошковую краску на алюминий без конверсионного слоя?
Технически нанести краску можно, но адгезия и коррозионная стойкость такого покрытия будут неудовлетворительными. Алюминий быстро окисляется на воздухе, образуя слабую оксидную пленку, которая не обеспечивает надежного сцепления с полимером. Без этапа хроматирования, цирконирования или использования специальных адгезионных праймеров покрытие начнет отслаиваться при механическом воздействии или под влиянием влажности. Для ответственных изделий из алюминия подготовка поверхности является обязательным этапом, регламентируемым стандартами качества.
Как часто нужно менять фильтры в камере напыления?
Частота замены фильтров зависит от интенсивности работы линии и типа используемого порошка. В среднем, картриджные фильтры служат от 6 до 12 месяцев при условии регулярной импульсной продувки. Признаками необходимости замены служит рост перепада давления в системе (обычно выше 1000–1200 Па) и ухудшение качества рекуперации. Использование фильтров сверх срока приводит к падению эффективности сбора порошка и загрязнению окружающей среды, а также может вызвать поломку вентиляторов из-за повышенной нагрузки.
Влияет ли цвет порошка на параметры полимеризации?
Да, цвет оказывает существенное влияние на скорость нагрева детали. Темные цвета (черный, темно-синий, коричневый) поглощают инфракрасное излучение быстрее и сильнее, чем светлые (белый, бежевый, светло-серый). Это означает, что темные детали могут достичь температуры полимеризации быстрее, но рискуют перегреться, если время пребывания в печи не скорректировано. Белые детали, напротив, требуют больше времени для прогрева. При смешанном запуске разных цветов на одной линии необходимо выбирать усредненный режим или группировать изделия по цвету.
Что делать, если на поверхности появились кратеры?
Кратеры («рыбий глаз») чаще всего вызваны наличием масла, силикона или других загрязнений на поверхности металла или в самом порошке. Первым шагом следует проверить чистоту компрессорного воздуха: наличие масляных паров в пневмосистеме распылителя является частой причиной. Также стоит проверить эффективность обезжиривания и наличие силиконовых смазок вблизи линии покраски. Если проблема в порошке, возможно, он был загрязнен при транспортировке или хранении. Локальное решение — шлифовка дефекта и повторное нанесение, но системная проблема требует устранения источника загрязнения.
Настройка линии для работы с термореактивные порошковые краски — это сложный инженерный процесс, требующий баланса между оборудованием, химией и человеческим фактором. Достигнуть стабильного качества можно только при строгом соблюдении технологических регламентов и использовании проверенных материалов. Инвестиции в качественное оборудование и профессиональные консультационные услуги на этапе запуска окупаются снижением процента брака и повышением лояльности конечных заказчиков.
Если вы планируете запуск нового производства или модернизацию существующего, важно выбрать партнера, который понимает специфику ваших задач и предлагает решения, проверенные временем. Надежность покрытия, устойчивость к внешним воздействиям и соответствие промышленным стандартам — это результат совместной работы грамотных инженеров и качественных материалов. Промышленные порошковые краски от производителя станут основой вашего успеха, обеспечив защиту металла от коррозии, температурных перепадов и механических нагрузок на долгие годы.
Свяжитесь с нами сегодня для получения подробной консультации по подбору оборудования и материалов для вашего проекта.