






Применение эпоксидной порошковой краски по металлу в автомобильной промышленности
2026-06-04
- Почему термореактивные порошковые краски стали стандартом для автокомпонентов
- Технические преимущества эпоксидных составов в условиях эксплуатации
- Реальные сценарии применения в автомобильном производстве
- Критические ошибки при выборе и нанесении материала
- Стандарты качества и сертификация продукции
- Часто задаваемые вопросы
Почему термореактивные порошковые краски стали стандартом для автокомпонентов
В нашей практике работы с крупнейшими поставщиками автозапчастей мы столкнулись с жестким требованием: покрытие должно выдерживать 1000 часов в соляном тумане без единого очага коррозии. Традиционные жидкие эмали часто не справлялись с этой задачей, особенно на сложных геометрических профилях рам и кронштейнов. Решение пришло с переходом на термореактивные порошковые краски, которые после полимеризации образуют монолитную сетку, непроницаемую для влаги и реагентов. Это не просто декоративный слой, а функциональный барьер, защищающий металл от агрессивной среды дорог и технических жидкостей. Если вы выбираете технологию окрашивания для серийного производства деталей подвески или элементов кузова, именно этот класс материалов обеспечит необходимую долговечность.
Автомобильная промышленность сегодня диктует свои правила игры. Производители стремятся снизить вес транспортных средств для соответствия экологическим нормам, но при этом требования к прочности антикоррозионной защиты только растут. Эпоксидные составы идеально вписываются в эту парадигму благодаря своей высокой адгезии к металлу и способности наноситься тонким, но плотным слоем. Мы видели случаи, когда экономия на качестве порошка приводила к отзыву партий деталей из-за преждевременного старения покрытия под капотом. Один из наших клиентов потерял контракт на поставку тормозных суппортов именно потому, что их покрытие не выдержало термических циклов от -40°C до +150°C. Такие ошибки стоят дорого, и выбор правильного материала становится вопросом выживания бизнеса.
Технические преимущества эпоксидных составов в условиях эксплуатации
Главное отличие эпоксидных систем от других типов покрытий заключается в их химической структуре после отверждения. Термореактивные порошковые краски формируют трехмерную полимерную решетку, которая не плавится повторно при нагреве. Это свойство критически важно для деталей, расположенных вблизи двигателя или выхлопной системы. В отличие от термопластичных аналогов, которые могут размягчиться при температурах выше 80°C, эпоксидные покрытия сохраняют твердость и целостность даже при кратковременном нагреве до 200°C. Однако стоит помнить о главном ограничении: чистые эпоксидные составы подвержены мелению (chalking) под воздействием прямого ультрафиолетового солнца. Поэтому их применение целесообразно внутри салона, под капотом или в скрытых полостях кузова, где нет прямого контакта с солнечными лучами.
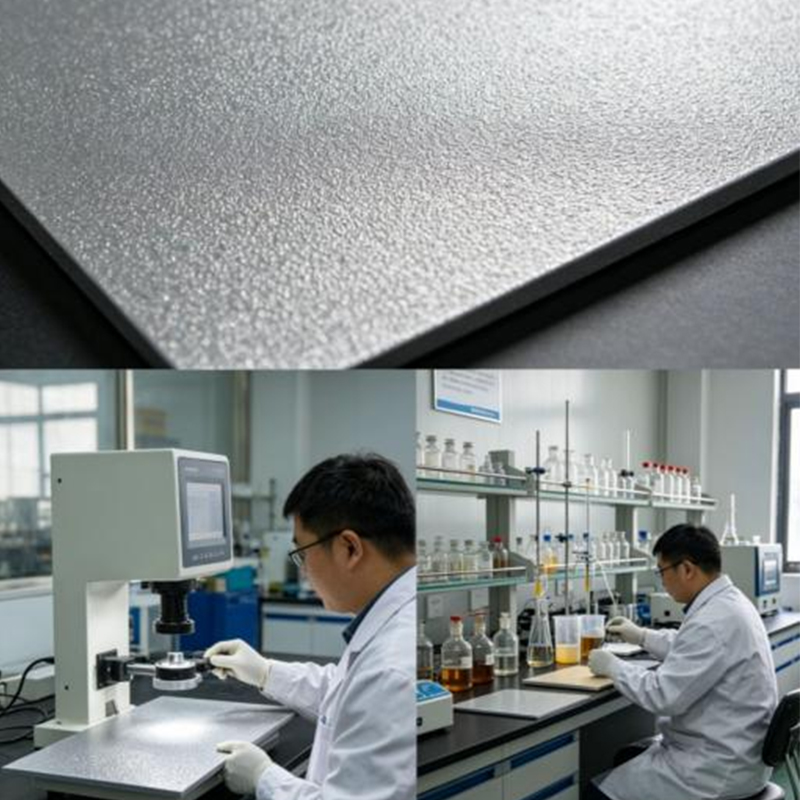
Адгезия — еще один параметр, где эпоксидные материалы не имеют равных. При правильной подготовке поверхности (дробеструйная очистка до степени Sa 2.5) покрытие работает как часть металла, а не как наклейка сверху. Мы проводили тесты на ударную прочность по стандарту ISO 6272, где образцы с эпоксидным покрытием выдерживали удар бойка весом 1 кг с высоты 1 метр без образования трещин и отслоений. Для автомобильных дисков и рычагов подвески, постоянно испытывающих вибрационные нагрузки и удары гравия, это свойство является фундаментальным. Если ваше производство выпускает детали, работающие в условиях постоянной вибрации, игнорирование этого фактора приведет к быстрому разрушению защитного слоя.
Химическая стойкость эпоксидных пленок позволяет им противостоять воздействию моторных масел, тормозной жидкости, антифриза и дорожных реагентов. В ходе реальных испытаний образцы, покрытые качественным порошком, демонстрировали отсутствие изменений глянца и цвета после 500 часов воздействия щелочных растворов. Это делает их незаменимыми для окраски аккумуляторных отсеков, кронштейнов агрегатов и элементов трансмиссии. Компания ООО Аньхой Таймин Новые Материалы, специализирующаяся на разработке промышленных порошковых красок, учитывает эти требования при формировании рецептур. В их каталоге присутствуют специальные составы для окраски деталей автомобилей и велосипедов, которые балансируют между гибкостью и твердостью, обеспечивая защиту от сколов при монтаже и эксплуатации.
Сравнение характеристик различных типов покрытий
| Параметр | Эпоксидные порошковые краски | Полиэфирные порошковые краски | Жидкие эмали (растворитель) |
|---|---|---|---|
| Устойчивость к УФ-излучению | Низкая (требуется защита от солнца) | Отличная (для наружного применения) | Зависит от типа смолы |
| Химическая стойкость | Превосходная (масла, кислоты, щелочи) | Хорошая (устойчивы к атмосферным осадкам) | Средняя (зависит от толщины слоя) |
| Механическая прочность | Высокая твердость, отличная адгезия | Высокая эластичность, устойчивость к ударам | Требует длительной сушки для набора прочности |
| Толщина нанесения за проход | 60–120 мкм (без подтеков) | 60–100 мкм | 20–40 мкм (риск подтеков при увеличении) |
| Экологичность процесса | 100% сухих веществ, отсутствие VOC | 100% сухих веществ, отсутствие VOC | Высокое содержание летучих органических соединений |
Реальные сценарии применения в автомобильном производстве
Рассмотрим конкретный кейс внедрения на линии производства автомобильных дисков. Завод столкнулся с проблемой неравномерного покрытия внутренней полости диска, где традиционная жидкость стекала, оставляя незащищенные зоны. Переход на электростатическое напыление порошка позволил решить задачу “обволакивания” (wrap-around effect). Частицы порошка, заряженные отрицательно, притягивались ко всем участкам заземленной детали, включая сложные внутренние ребра жесткости. Результатом стало получение равномерного слоя толщиной 80±10 мкм по всей поверхности. Это увеличило ресурс службы дисков в зимних условиях на 40%, согласно внутренним отчетам контроля качества завода. Для подобных задач компания предлагает решения, включающие цинкнаполненную порошковую краску с высокими антикоррозионными свойствами, которая создает дополнительный барьерный эффект за счет протекторного действия цинка.
Другой важный сегмент — окраска элементов подкапотного пространства. Здесь детали подвергаются экстремальным температурным перепадам и воздействию агрессивных химических сред. Мы наблюдали ситуацию, когда использование дешевого полиэфирного порошка привело к растрескиванию корпуса воздушного фильтра через полгода эксплуатации. Замена материала на специализированный термореактивный состав решила проблему полностью. Такие покрытия должны обладать не только термостойкостью, но и электроизоляционными свойствами для предотвращения блуждающих токов. В ассортименте промышленных поставщиков часто можно найти электроизоляционную порошковую краску с повышенными изоляционными показателями, которая идеально подходит для корпусов электронных блоков управления (ECU) и датчиков, устанавливаемых в моторном отсеке.
Не стоит забывать и о сборочных узлах, где требуется высокая точность размеров резьбовых соединений. Жидкие краски часто забивают резьбу или требуют трудоемкой маскировки. Порошковое нанесение позволяет контролировать толщину слоя с точностью до микрона, сохраняя геометрию крепежных элементов. Более того, антистатическая порошковая краска для нейтрализации статического электричества может быть использована для пластиковых компонентов в салоне или топливной системы, предотвращая накопление заряда и искрообразование. Это особенно актуально для современных автомобилей с большим количеством электроники и чувствительных сенсоров.
Критические ошибки при выборе и нанесении материала
Одна из самых распространенных ошибок — попытка использовать универсальный порошок для всех задач. Многие закупщики выбирают материал исходя из цены за килограмм, игнорируя специфику эксплуатации детали. Например, применение чисто эпоксидного состава для окраски внешних панелей кузова, подверженных солнцу, приведет к потере глянца и появлению белого налета (мелению) уже через 3-4 месяца. Это необратимый процесс деградации полимера. Всегда уточняйте у поставщика УФ-стабильность материала. Если деталь будет находиться на солнце, выбирайте гибридные составы (эпоксид-полиэфир) или чистые полиэфиры, оставляя чистую эпоксидку для внутренних скрытых полостей.
Вторая ошибка касается подготовки поверхности. Никакая, даже самая дорогая термореактивная порошковая краска, не будет держаться на масле или ржавчине. Стандарт ISO 8501-1 четко регламентирует степень очистки. Мы фиксировали случаи отслоения покрытия целыми пластами на новых партиях рам грузовиков только потому, что на заводе-изготовителе сэкономили на фосфатировании или обезжиривании. Перед нанесением обязательно проверяйте наличие конверсионного слоя. Для трубопроводов и трубной арматуры, которые также используются в спецтехнике, требования еще строже: здесь необходима антикоррозионная порошковая краска, нанесенная на поверхность, очищенную до металлического блеска.
Третий нюанс — режим полимеризации. Эпоксидные краски чувствительны к недогреву. Если печь не вышла на режим или конвейер двигается слишком быстро, реакция сшивки полимера не завершится. Такое покрытие будет казаться твердым снаружи, но внутри останется хрупким и не наберет полной химической стойкости. Используйте индикаторы времени-температуры (TTI) для каждой партии. Контролируйте реальную температуру металла, а не воздуха в печи. Разница может достигать 20-30°C, что критично для качества финального продукта.
Стандарты качества и сертификация продукции
При работе с автопромом наличие сертификатов является обязательным условием входа в цепочку поставок. Международные стандарты ISO 9001 гарантируют стабильность процессов производства самой краски, но для конечного изделия важнее соответствие отраслевым нормам. В России и странах ЕАЭС необходимо ориентироваться на ГОСТ Р 52809-2007 (Лакокрасочные материалы. Порошковые краски) и требования технических регламентов Таможенного союза. Продукция должна проходить тесты на адгезию (метод решетчатого надреза), ударопрочность и стойкость к соляному туману (ISO 9227).
Надежные производители, такие как ООО Аньхой Таймин Новые Материалы, предоставляют полные пакеты документации, подтверждающие соответствие заявленным характеристикам. Их продукция проходит многоступенчатый контроль качества, что подтверждается стабильными результатами тестов на долговечность покрытия и устойчивость к внешним воздействиям. Важно запрашивать протоколы испытаний именно для той партии, которую вы планируете закупать, так как свойства могут варьироваться в зависимости от сырья. Также стоит обратить внимание на наличие специализированных решений, таких как медицинская антибактериальная порошковая краска, если речь идет об окраске салонов машин скорой помощи или специального транспорта, где стерильность поверхностей имеет значение.
Часто задаваемые вопросы
Какова оптимальная толщина слоя эпоксидной краски для автомобильных деталей?
Для большинства металлических компонентов подкапотного пространства и шасси оптимальной считается толщина 60–80 мкм. Увеличение слоя свыше 100 мкм может привести к снижению ударопрочности и возникновению эффекта “апельсиновой корки”, а также к проблемам с собираемостью узлов из-за изменения посадочных размеров. Тонкие слои менее 50 мкм рискуют не перекрыть микронеровности металла, снижая барьерные свойства. Всегда сверяйтесь с технической картой конкретного производителя порошка.
Можно ли наносить эпоксидный порошок поверх цинкового покрытия?
Да, это распространенная практика для достижения максимальной коррозионной стойкости (система “цинк + полимер”). Однако поверхность горячеоцинкованной детали требует специальной подготовки, часто включающей пассивацию или нанесение специального грунта, так как гладкий цинк имеет низкую адгезию. Без правильного праймера эпоксидный слой может отслоиться при термическом расширении. Рекомендуется проводить тесты на адгезию перед запуском серии.
Как хранить термореактивные порошковые краски до использования?
Порошок должен храниться в оригинальной закрытой таре при температуре не выше 25°C и влажности менее 60%. Прямое попадание солнечных лучей недопустимо. Срок хранения обычно составляет 12 месяцев с даты производства. Нарушение температурного режима может привести к предварительной частичной полимеризации (комкованию) частиц, что сделает невозможным их равномерное распыление и испортит внешний вид покрытия.
В чем разница между эпоксидными и гибридными красками для авто?
Чистые эпоксидные краски обладают лучшей химической стойкостью и адгезией, но боятся ультрафиолета. Гибриды (смесь эпоксидных и полиэфирных смол) компромиссны: они лучше переносят солнце, чем чистая эпоксидка, и дешевле чистых полиэфиров, но уступают обоим типам в специфических свойствах. Для деталей под капотом выбирайте чистую эпоксидку, для колесных дисков (если они не под прозрачный лак) лучше рассмотреть устойчивые к УФ гибриды или полиэфиры.
Выбор правильного покрытия — это инвестиция в репутацию вашего конечного продукта. Использование качественных термореактивных порошковых красок позволяет исключить рекламации по коррозии и обеспечить долгий срок службы автомобильных компонентов. Не рискуйте качеством ради краткосрочной экономии на материалах. Свяжитесь с нами сегодня, чтобы получить консультацию по подбору состава под ваши конкретные задачи и условия эксплуатации. Мы поможем найти баланс между стоимостью и надежностью, опираясь на многолетний опыт работы в сфере промышленного окрашивания металла. Для получения детальной информации о продуктах и условиях поставки посетите наш раздел каталог промышленных порошковых покрытий.