






Технологический процесс на окрасочном цехе и основные моменты, на которые следует обратить внимание при нанесении покрытия
2026-03-09
Порошковые краски отличаются высокой производительностью, превосходными эксплуатационными характеристиками покрытия, экологичностью и высокой экономичностью.
В процессе производства производители оборудования повышают эффективность нанесения порошка в труднодоступных местах за счет усовершенствования пистолетов для электростатического нанесения и технической модернизации оборудования.
К внешним факторам относятся размер и форма изгибов обрабатываемой детали, система порошковой окраски заказчика, персонал, осуществляющий нанесение порошка, и т. д., тогда как корректировка состава порошка и технологические параметры процесса нанесения относятся к внутренним факторам.

Во-первых: очистка
Для удаления загрязнений и дефектов с поверхности изделия, таких как пыль, оксиды металлов, остатки масла, отпечатки пальцев, мелкие царапины и потертости, необходимо провести соответствующую предварительную обработку поверхности.
Во-вторых: напыление
Деталь поступает в окрасочную камеру для нанесения покрытия. Под действием электрического поля и давления сжатого воздуха порошок наносится на поверхность детали, образуя на ней равномерный слой покрытия.
Третье: отверждение при обжиге
После окраски детали помещаются в сушильную камеру с заданной температурой, где они нагреваются и выдерживаются в течение определенного времени, чтобы краска расплавилась, выровнялась и затвердела, что позволяет получить желаемый внешний вид поверхности детали.
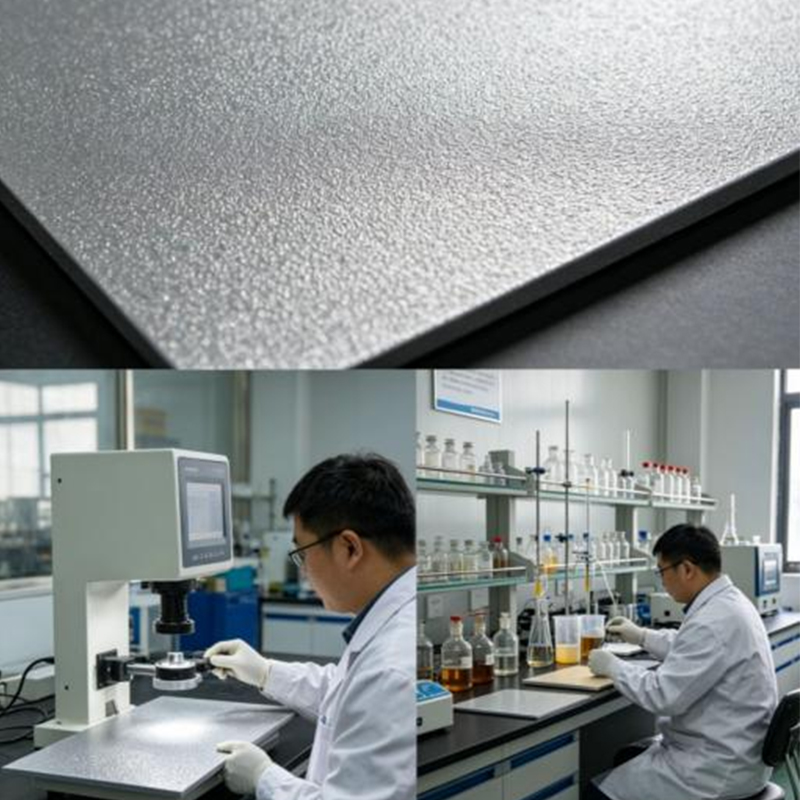
Четвертое: проверка, тестирование
После отверждения детали сначала проверяют на внешний вид и толщину. Детали, в которых обнаружены дефекты, такие как пропуски при нанесении покрытия, поры, царапины и пузыри, подвергаются ремонту или повторному нанесению покрытия.
Пятое: необходимо обеспечить регулярное техническое обслуживание данного оборудования специалистами; все ремонтные и профилактические работы должны выполняться исключительно специалистами в соответствии с инструкцией по эксплуатации,
Если оператор обнаружит дефекты в покрытии, он должен поручить их устранение специалистам.
Шестое: убедитесь, что оператор правильно заземлился, надел рабочую одежду и перчатки, которые могут быть антистатическими или неизолирующими.
Седьмое: регулярно проверяйте заземление электрооборудования и ручных распылителей.
Регулярно проверяйте заземление всех токопроводящих деталей, а также всех предметов, находящихся вблизи зоны распыления. Эти точки заземления должны быть соединены с заземляющим выводом высоковольтного электростатического генератора и подключены к системе защитного заземления источника питания. Убедитесь, что все зажимные приспособления и заготовки надежно заземлены; сопротивление изоляции каждой заготовки следует проверять на регулярной основе.
Восьмое: при нанесении порошка необходимо обеспечить, чтобы поток воздуха направлялся от спины оператора вперед; рекомендуется, чтобы скорость воздушного потока на входе в камеру нанесения порошка составляла не менее 0,5 м/с.